もくじ 材料の持込で、溶接作業のみでも対応可能ですか? お客様の材料をお預かりしまして、溶接作業のみでの 機械加工屋さんからのご依頼はほとんどが ・小口のお仕事歓迎します。 弊社では対応が『できないこと』 ・量産品はできません。 ステンレス検定用溶接治具の興味をお持ち頂きまして有り難うございます。 大変使い勝手が良いと、おかげさまで大変好評頂いておりまして、 どこからでもお選び頂けます。宜しくご検討ください。 ロー付けは可能ですか? ジュラルミン(A2017),超ジュラルミン(2024)の溶接は可能ですか? ぜひ一度、メールもしくはお急ぎの場合はお電話下さい。 ジュラルミン溶接品 ジュラルミン溶接品 短納期対応は可能ですか 独自のネットワークにてリードタイムの短縮を図っています。 また、緊急性が必要な場合も一度お電話下さい。 短納期対応 お問合せください! 取得していません。 材料の保管はどの様にされているのでしょうか? 材質により保管場所を決めています。 保管棚に収納しています。 溶接施工記録を作成しています。 トレサビリティ体系を確立しています。 品質保証課が完成検査を実施しています。 受入検査、中間検査、出荷検査体制を確立し 圧力配管の製作は可能ですか 低圧配管は製作実績多数ですが高圧配管も実績はあります。 SUS304 SUS316 SS400とSUS304などの異材溶接ですが 水圧にて35Mpa耐圧試験。TIG溶接部の SS400,SUS304 異材継手溶接圧力配管、 SGP200A配管溶接のしかた https://www.kamimura.co.jp/sgp200a-11-2020/ 08.27.2020 更新 溶接気密試験の確認方法は浸透探傷試験及び水圧試験を実施しています。 【浸透探傷試験】 手順は次の通りです。 PT(ペネトラント テスト)と呼んでます。 溶接欠陥部分が赤色に発色します。(経年劣化による割れ) 【水圧試験】 弊社にて水圧での耐圧試験を行える範囲は低圧の ヘリウムディデクターを使った試験にも対応しています。 高真空チャンバー おもに航空機器関係、発電プラント、半導体製造装置、液晶製造装置等です。 森川製作所本社 三菱重工神戸造船所 三菱重工原動機事業本部高砂製作所 また、エンドユーザー様として、原子力発電所 火力発電所 防衛省 海上保安庁 日本溶接協会にて認定されています。 03/12/2018見直し TIG溶接を主体としたアーク溶接です。 特にアルミ溶接には専用の溶接機(500A/300A) ステンレスにも専用シールドガスを用い溶接作業を アルミはんだで小径薄物パイプ接合も出来ます。 純アルミA1000系アルミニウム合金2014 2017/ 3003/ 5052 5083/ SUS304系316系 純チタン2種 Cu1100 タフピッチ銅 カーボンスティールはSS材となります。 板金を主体とした溶接構造物が得意科目です。 ステンレスは、配管パイプ溶接・圧力タンク・ いずれも短納期対応 アルミカバー 先代上村保も学業終了後、同社に入社し、技術を蓄積しました。 一心不乱に働き少しずつ設備を導入していったそうです。 08.27.2020 更新 溶接割れはいかなる場合においても放置できない現象で、 『高温割れ』 凝固割れとは高温時溶接の歪が加わって発生する割れで、 液化割れは溶接熱により溶接熱影響部が粒界液化の 『低温割れ』 水素脆化割れ(遅れ割れ)は金属が水素を固溶すると 水素脆化割れ(遅れ割れ)をなくすためには鋼中に含まれる拡散水素を さらに割れの形状としましては次のような割れがあります。 『クレータ割れ』 『溶接金属のビート割れ』 以上まとめてみました。 日本溶接協会さんのホームページ S45C溶接のしかた(TG-S80AM) https://www.kamimura.co.jp/s45c-yousetsu-gijyutsu/ Copyright© 2023 KAMIMURA corporation All rights Reserved 「溶接すると、どうしても歪んでしまう…」 そんな悩みを抱える溶接士の皆さん、必見です! この記事では、溶接時に発生する歪みや変形の原因から、具体的な対策、 溶接歪みとは、溶接時の熱膨張と収縮によって材料に発生する、望まない変形のことです。 「溶接構造物って、どうして歪むの?」 その原因は、材料の特性や溶接方法、さらには作業環境まで、多岐にわたります。 材料の種類(SS, SUS, AL, Tiなど)によって、線膨張係数や熱伝導率が異なります。 溶接方法によって、入熱量や熱分布が大きく変わります。適切な溶接方法を選ぶことが、 溶接する順番も、歪みの発生に大きく影響します。一般的には、中央から自由端に 治具などで材料を拘束することで変形を抑えられますが、拘束力を強くしすぎると、 「歪み対策って、何をすればいいの?」 具体的な対策としては、以下の方法が挙げられます。 材料、形状に合った溶接方法を選ぶ 板金なら、溶接箇所を減らすために曲げ加工などを検討する 溶接入熱を小さくする 溶接順序を工夫する(中央から自由端へ) 逆歪み法(あらかじめ材料を逆方向に反らせておく)を試す 治具などで適切に拘束する 溶接箇所の隙間をできるだけ小さくする これらの対策を組み合わせることで、歪みを大幅に軽減できます。 「歪んでしまったら、どうすればいいの?」 万が一、歪んでしまった場合でも、諦める必要はありません。以下の矯正方法で対応可能です。 機械的矯正法 プレスやピーニングなどで歪みを取る方法です。 局部加熱急冷法 ガスバーナーなどで歪んだ部分を加熱し、急冷することで歪みを矯正する方法です。 溶接歪みは、溶接士にとって永遠の課題ですが、設計段階からの対策と適切な施工方法によって、 この記事で紹介した内容を参考に、歪みのない美しい溶接を追求してください。 「もっと効率的に歪みを抑えたい!」 そんなあなたにおすすめなのが、デメラー社3Dクランピングシステムです。 このシステムは、精密定盤とクランピングシステムを組み合わせることで、 上下左右からの拘束により、変形量を予測した逆ひずみなどを加えることで、 興味のある方は、以下のサイトをご覧ください。 3Dテーブル輸入元のテンポスさんのサイト http://www.tempos.tokyo/demmeler_table.html 著作権及び免責事項: スーパーアロイとは、高Ni(ニッケル)合金のことで、ニッケル含有量が多い金属の総称です。 これらの合金は、耐熱性、耐食性、高強度といった優れた特性を持ち、航空宇宙、化学、 SUS312L、SUS836L、N08926、N08354、N08367 などがあります。 スーパーアロイは、いずれも溶接割れ感受性が高いため、溶接には細心の注意が必要です。 溶接時には、適切な溶接棒(TIG溶接用)を選定し、適切な溶接条件を設定することが重要です。 スーパーアロイは、その優れた特性から様々な分野で欠かせない材料ですが、溶接には注意が必要です。 材料の選定や溶接方法については、専門家と相談することを推奨します。 Ni基合金の溶接上の注意点の解説サイト https://www.weld.nipponsteel.com/techinfo/weldqa/detail.php?id=27TLT46 本記事の内容の詳細については、「免責事項」ページをご確認ください。 ステンレス鋼は、その美しい外観と優れた耐食性から、様々な産業分野で広く利用されています。 この記事では、ステンレス鋼溶接時の注意点と歪み防止策について、学会の講習会資料や オーステナイト系ステンレス鋼は、炭素鋼に比べて比較的容易に溶接できます。 オーステナイト系ステンレス鋼溶接時に最も発生しやすいのが高温割れです。 溶接金属中のリン(P)と硫黄(S)の含有量が多いほど高温割れ感受性は高まりますが、 一般的に、ステンレス鋼は腐食しにくいと思われていますが、それは**クロム(Cr)**を Crは腐食環境下で酸化し、水と反応して緻密な水酸基皮膜を形成します。この皮膜が腐食の進行を阻止し、ステンレス鋼の耐食性の根源となっています。この膜は不動態皮膜と呼ばれています。 応力腐食割れは、以下の3つの条件が満たされた場合に発生する現象です。 応力腐食割れは、**活性溶解型(APC)と水素脆化型(HE)**に大別されます。 溶接熱影響部は、1000℃以上に加熱された溶体化部と、500~850℃程度に加熱された 炭化物析出部では、オーステナイト粒界にCr炭化物が析出し、粒界近傍のCr固溶濃度が このようにCr炭化物が析出し、粒界腐食感受性が増す現象を鋭敏化といいます。 鋭敏化防止策: ここでは、代表的なオーステナイト系ステンレス鋼 SUS304 を例に、溶接法を分類します。 溶接法としては、GTAW(ティグ溶接)、GMAW(マグ溶接、ミグ溶接)、ろう付け、はんだ付け、 ティグ溶接は、溶接性が非常に良く、高精度で高品質な接合部を形成できるアーク溶接です。 しかしながら、溶接速度が遅く、溶け込みが浅いという欠点もあります。溶接速度が遅いと 薄板の歪み防止策(ティグ溶接の場合): 近年では、ステンレス鋼の深溶け込み溶接法として、2重シールドトーチを採用し、 ステンレス鋼の溶接は、適切な知識と対策をもって行うことで、高品質な溶接結果を得ることが 本記事の内容の詳細については、「免責事項」ページをご確認ください。 08.27.2020 更新 特性として、一般的にさびにくい材料と 耐久消費財には無くてはならない材料ですね。 ステンレス鋼にはSUS304と呼ばれる代表的な Feに約13%Crを含有させた13Crステンレス鋼 Crを16~18%含有するSUS429,SUS430などがあります。 オーステナイト系ステンレス鋼 18Cr8Niを含んだ代表的なSUS304があります。 SUS312L.SUS836L.N08926.N08354.N08367 SUS312L 20Cr-18Ni-3.3Mo-0.8Cu-0.2N SUS836L 23Cr-25Ni-5.5Mo-0.2N N08354 23Cr-35Ni-7.5Mo-0.2N 食品関係の醤油タンク、塩みりんタンク Copyright© 2023 KAMIMURA corporation All rights Reserved アルミニウム合金TIG溶接の基礎:高品質溶接を実現する5つの重要ポイント アルミニウム合金の溶接は、ステンレス鋼(SUS)や軟鋼(SS)以上に注意すべき点が多くあります。良好な溶接結果を得るためには、以下の点を守ることが重要です。ここでは、TIG溶接を例に アルミニウム合金の種類や特性を正しく理解し、適切な溶接材料を選定することが重要です。 溶接前に材料を清浄にし、乾燥した状態に保つことが重要です。材料表面の油分や水分、 溶接材料は、適切に保管されたものを使用しましょう。湿気や汚れが付着した溶接材料は、 シールドガスが適切に供給されるように注意しましょう。シールドガスは、溶融金属を 溶接前に母材の継手部分を洗浄することも重要です。ステンレス製ブラシで表面の酸化皮膜を 上記の点を守り、作業環境を清潔に保ち、丁寧に溶接を行うことで、良好な溶接結果が アルミニウム溶接で悩まされるブローホールですが、最近の研究では、パージホースを 弊社でもガスライン用パージホースの交換は完了していますが、トーチインナー用 パージホースの交換により、ブローホールの発生を抑制し、溶接補修の回数を減らすことで、 本記事の内容の詳細については、「免責事項」ページをご確認ください。 アルミニウム合金は、その軽量性、耐食性、加工性から、様々な分野で利用されています。溶接を行う際には、適切な溶接材料を選ぶことが重要です。ここでは、JIS Z 3604(アルミニウム合金溶接材料)の表も参考にしながら、アルミニウム合金の種類と溶接材料について解説します。 一般に純アルミと呼ばれる材料で、溶接材料としてはA1070、A1100などが用いられます。 溶接時の注意点: 熱伝導率が高いため、他の材料よりも若干低めの電流値で溶接するのがポイントです。陽極酸化皮膜処理(アルマイト)をすると、非常に綺麗に仕上がります。 銅のほか、マグネシウムやマンガンなどを含む合金で、ジュラルミン、超ジュラルミンと呼ばれています。 溶接時の注意点: クラックが入りやすいので注意が必要です。溶加棒の選定では、A4043、A4145、A4045、A4047、A2319などが挙げられます。 非熱処理合金で、純アルミよりやや強く、溶接性も良好です。溶接材料にはA5356、A4943を用い、用途によりA4047Aを用います。 5052が代表的な合金で、中程度の強度を持ち、最も広く使われています。5083はMg含有量が多い合金で、非熱処理合金としては最も優れた強度を持ち、溶接性も良好です。船のデッキによく使われるそうです。溶接材料にはA5356、A5183などが挙げられます。JIS Z 3811アルミ溶接技能検定では、母材に5083、溶接材料にA5183で検定試験が行われています。 熱処理合金で、押し出し材や形材などに使われており、強度もあります。6063などがアングルやチャンネルなど構造物に使われています。稀なケースではありますが、A6061も溶接が非常に優れています。溶接材料にはA5356を用います。 アルミニウム合金中最も高い強度を持つ亜鉛系合金と、Cuを含まない溶接構造用合金に分かれます。熱処理合金としては、優れた継手効率が得られる7N01、7003が溶接構造用材料として鉄道車両、オートバイフレームに用いられます。溶接材料としてはA5356、A5183を使用します。 溶接材料の選択には、JIS Z 3604に示されている表を用いて組み合わせを適用しましょう。組み合わせを間違えると、溶接部に割れが発生したり、機械的強度が目標通りに出なかったり、耐食性が劣ったりするので注意が必要です。 アルミ溶接欠陥対策集 https://www.kamimura.co.jp/tig-kekan/ 神鋼溶接総合カタログ https://www.kobelco.co.jp/welding/catalog/ 08.27.2020 更新 電話、メール、お問合せシート、Fax 個人の方のお問合せ、お困りごとの相談などご対応させて頂きます。 休日であれば翌営業日朝に確認後、迅速にご対応させて頂きます。 電話は月曜日から金曜日AM8:30から17:30までご対応できます。 DIY 、趣味の部品等、メールでの文面から内容が伝わりにくいかと思いますので 08.27.2020 更新 電話、メール、お問合せシート、Fax ご都合の良い方法でお願いします。
材料の持込で、溶接作業のみでも対応可能ですか?
ご対応も可能です。メール若しくはFaxでお問合せください。
詳細打合せが必要な場合が良くありますのでご遠慮なく
お電話でおたずねください。
こういた事例になります。
小口、小ロットのお仕事歓迎
・小ロットのお仕事歓迎します。
・手の暇かかるお仕事歓迎します。
・難接合材のお仕事歓迎します。
できないことを教えてください。
リストを作成しました。
・3Mを超す構造物はできません。
・鉄の製缶品はできません。
・複雑な機械加工がある製缶品はできません。
・アルミ、チタン、銅のいきなり見積はできません。
・圧力容器資格がいる加工はできません。
・機械加工はできません。
・塗装はできません。
・出向いての無料相談はできません。
・手形は受け取れません。
ステンレス検定用溶接治具は、どこで購入できますか?
弊社にて独自開発した検定対応治具のご購入は、直接販売が可能です。
購入は弊社に直接お問い合わせ頂く直販、もしくはお取引のある
溶材商様や商社様にお問合せ頂けますでしょうか。
更新情報01/11/2023
STORESからもご購入が可能になりました。
https://kamimurashop.stores.jp/
ろう付けできますか?
ろう付け
お問合せよく頂いております。銅、ステンレスのロー付け可能です。
日本溶接協会の研修にも参加し、ブレイズ友の会の会員になっています。
銅配管やタンクなどの気密溶接にも対応できます。
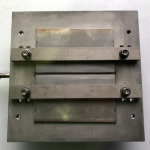
ジュラルミンの溶接できますか?
ジュラルミンの溶接
お問合せをよく頂きます。ブログや製品案内でもご紹介させて頂いております様に
十分な実績もあり、強度試験にも合格している実績があります。

短納期対応可能ですか?
短納期対応
弊社の板金設備の関係上、ボトルネックである展開、切断、抜きまでの前工程を
協力企業様に依頼し弊社にて折り曲げ以降の後工程にて完成しています。
リードタイムの短縮化につながりお客様のご要望にお応えいたしております。
また板金加工以外でもネットワークを活用、旋盤、フライス、マシニング、
五面加工機を使った複合的な溶接構造物にもフレキシブルに対応いたしております。
お取引方法はどの様になっていますか?
お取引に関するフローチャート
お引き合いをいただく際のフローチャートをご紹介いたします。迅速にご対応させて頂くため、ご確認ください。
![]()
アルミ溶接、溶接、板金何なりと、お問い合せ下さい。技術に精通した担当が対応させて頂きます。
お電話・FAX・メール・フォームより受付けております。個人の方もご対応
させて頂きます。
(弊社サーバーの不手際によりお問い合わせフォームやメールが受信できない場合が
ございますので、24時間経っても回答がない場合、お手数ですが電話かFAXにて再度
お問合せ願えますようお願いいたします。)
お急ぎの方は、下記の電話番号から直接お問い合せ下さい。
TEL(075)982-2931 FAX(075)982-7279
祝日を除く月曜日~金曜日 営業時間 8:30~18:00
担当者より折り返しご連絡させて頂きます。
![]()
図面及び仕様書等の資料の提示を願います。支障が有る場合、フリーハンドでの作図でも結構です。
資料に関する機密事項は漏洩無き様、取扱い致します。
![]()
お客様のご要望通り製作出来る様に、電話及びご面談にて
詳細のお打合せをさせて頂きます。
![]()
お打合せ内容を基に製作仕様及び価格の回答をさせて頂きます。
![]()
見積仕様書及び価格の承認を頂き、発注書若しくは注文書を頂く事で受注契約とさせて頂きます。また代金の決済方法も取決めさせて頂きます。
![]()
ご提供頂きました、購入仕様書及び図面をもとにご指定納期に向けて製作手配を致します。技術に精通したスペシャリストが製作させて頂きます。
![]()
製作完成後、品質保証課 検査担当者が完成検査を実施し記録を取ります。
また、検査記録提出の必要性がある場合、 別途作成いたします。
![]()
製作品に損傷等の内容に環境にやさしい梱包方法をとり行いまして、混載便若しくは自社便にて納品させて頂きます。お客様に納入後、5日間迄に受入検査を実施、検収をお願いします。
![]()
受入検査合格であれば、お客様のご指定決裁方法にてお支払い願います。
個人のお客様は商品と代金引き換えとさせて頂きます。
ISO9000取得してますか?
ISOは取得されていますか?
現在のところ取得していません。今後も管理上、
できないと思います。しかし三菱重工業原動機事業本部殿との
品質協定を締結し原子力プラント機器製造メーカとして
認定を受けています。すべてに対応しているわけでは
ありませんが、品質方針は変わりなく 実施しています。
また環境経営を取り入れているため配慮した
もの作りを目指し、KES環境マネジメントシステム
・スタンダードStep1 を取得し改善活動を実施しています。
アルミ、チタン材料の保管や取扱方法は?
アルミ、チタン材料の保管や取扱方法
材質により保管場所を区別しています。特にカーボンスティールに関しましてはさびが
発生しないよう補助シート等を覆っています。ステンレス、アルミニウム合金の取扱いに
ついてはオーステナイト系ステンレス鋼取扱い基準書KQS-0610
アルミニウム合金取扱い基準書 KSQ-0611に基づき管理をしています。
溶接材料の管理は、どうしてますか?
材質ごとに溶接材料管理場所を確保し取り出しを行っています。
使用後は溶接材管理場所に使用済み品として識別を実施しています。
・ステンレス
・アルミニウム
・チタン
・軟鋼
上記にて分別棚を設けています。
溶接記録を提出できますか?
溶接作業は溶接管理技術者が作成した溶接施工要領書に
基づき溶接作業を実施しています。作業者は記録を取り
製造課にて管理を行っています。
検査機器の保管方法は?
測定器はノギス、マイクロメーター、ハイトゲージを
使っています。測定器の品質を維持するために検査機器は、
外部委託にて一年に一度校正を依頼しています。
取扱にも厳重に注意を払い、使用後ケースに入れ
収納箱にて保管しています。
検査体制は確立していますか?
検査体制に着きまして
品質保証マニュアルを制定し品質保証課が対応しています。
製造課が受入検査、作業者が部品加工完成時の中間検査、
組立時の完成検査を品質保証課が検査を実施。
不適合品が出ないよう改善を実施しています。
圧力配管の製作はできますか?
圧力配管の製作
【圧力配管溶接】
溶接接合にて配管製作しています。低圧配管から高圧配管まで
製作対応可能です。圧力試験も50Mpaまで試験は出来ます。
高圧配管溶接も実績はあります。
耐圧強度を試験しています。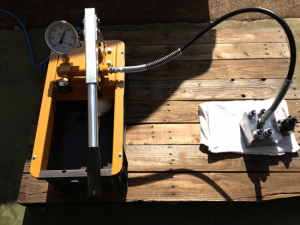
水圧試験50Mpaにて耐圧クリアしています。
気密溶接の試験方法はどの様にしていますか?
気密溶接の試験方法を教えてください
溶接接合部を浸透探傷試験材にてピンホール等の表面に現れている
溶接欠陥を試験します。
①洗浄剤にて検査箇所を奇麗に洗浄します。
②試験箇所を浸透材を吹き付けます。
③10分経過後再度除去材にて浸透材を除去します。
④現像材を吹付けると欠陥部分に赤い色が浮かび上がります。


試験対象物の各ポート全て栓をして要求耐圧にて
溶接部より漏れがないことを確認します。
万が一漏れがあった場合全て試験対象物より
取り払わなければなりませんので、
まずはVT(目視にて外観試験)にて判定後、
水圧試験を実施します。
1Mpa~50Mpaの高圧まで対応できます。


納入実績を教えてください。
納入実績を教えて下さい
特に火力発電プラント向けが近年受注が増えてきています。
現在継続的にお取り引きを頂いております販売先並びに納入実績がある販売先は
下記の通りです。(順位不同 敬称略)
三菱重工高砂研究所 三菱パワー 三菱重工機械システムズ
西華産業大阪支社 ナイス株式会社真空エンジニアリング部門
IHI株式会社原子力事業部 日進製作所 オムロン技術本部
島津システムソリューションズ 尾池工業 京都府警察本部
東レエンジニアリング
高エネルギー加速器研究機構 原子力安全基盤機構 理化学研究所に納入されています。
溶接作業者の公的認定資格は取得してますか?
溶接作業者の公的認定資格はお持ちですか
社団法人日本溶接協会並びに社団法人軽金属溶接構造協会に於いて下記の資格証明書を受けています。
アーク溶接適格性証明書 JIS Z 3801 TN-F
ステンレス鋼溶接適格性証明書 JIS Z 3821 TN-F TN-V TN-H
アルミニウム溶接技術資格証明書 JIS Z 3811 TN-1F TN-1V TN-2F
溶接作業指導者適格性証明書 WES8107
溶接管理技術者適格性証明書 JIS3410(ISO14731/WES8103)認証等級1級
IIW(国際溶接学会)国際溶接技術者資格 Internationai Welding Practitione
溶接について
溶接作業のほとんどがTIG溶接で行っています。
・ガス・シールドガス用 配管の設備を実施し
高品質溶接を目指しています。
行っております。またコンデンサー式スポット溶接機
によるアルミスポット溶接も可能です。
銅やステンレスのロー付けが可能です。
取扱い材料
6061 6063 /7075
無酸素銅
などです。
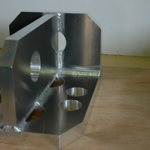
得意な技術を教えて下さい。
得意とされている技術は何ですか
特にアルミ溶接構造物が得意でワークサイズの
大きいものから小さなものまで、また板厚の薄い
ものから厚いものまで対応が可能です。
真空チャンバーなど製作しております。
また、アルミ・ステンレスのフレームも得意です。
会社設立および沿革(板金加工三代目社長)
会社設立および概要を教えて下さい。
昭和初期より先々代上村卯三郎が株式会社森川製作所殿にて理化学医療機器の
板金加工に従事し、特に銅を扱った板金加工が専門としていました。
その後、独立し先代社長が個人創業しました。 創業時は溶接機と簡単な板金加工機
があっただけで資金も設備もなく苦労したそうです。
2001年に経営を板金加工三代目、上村昌也にバトンタッチ、社長就任をいたしました。
これからも『良いものをお客様に』を信念のもと、技術研鑽を進めてまいります。

溶接割れ
【溶接割れ】
必ず目視や非破壊検査で発見しなければならない事象です。
高温時に起きる割れと低温時に起きる割れに区別しまして、
まとめてみました。
凝固割れと液化割れがあります。
拘束治具等使っている時やアルミ溶接時等でも凝固割れは
発生します。
起こる温度に加熱された場合起こる割れのことです。
延性低下割れと水素脆化割れがあります。
延性低下割れは銅合金などで凝固完了後の高温で
ぜい化域が存在する合金に発生する割れのこと。
脆くなり引き張応力の存在で割れが発生する現象のこと。
余熱や直後熱により温度を上昇させて放出、除去、軽減できます。
溶接部終端部に生じる割れで溶接線にそっての割れが、”縦割れ”で
溶接線に交直する割れが”横割れ”放射状の割れが”星割れ”です。
“梨形割れ“は溶接金属の中央に縦長に起こる割れ。
西洋梨の形状に似ていることから名前が取られている。
“ルート割れ”は溶接のルートの切り欠きによる応力集中部分
から生じる割れのことです。
重大な欠陥なので目視にて発見できない場合もあるので
細心の注意が必要となります。
著作権は株式会社上村製作所 上村昌也に帰属。無断転載禁止
溶接の歪み・変形を克服!プロが教える対策と矯正法【2025年最新版】
溶接の歪み・変形を克服!プロが教える対策と矯正法【2025年最新版】
そして矯正方法まで、プロの視点から徹底解説します。溶接歪みとは?原因を徹底解剖!
材料特性
例えば、ステンレス鋼(SUS304)は軟鋼(SS, SPCC)に比べて線膨張係数が約1.5倍も高く、
溶接時に変形しやすくなります。【これは重要】溶接方法
歪みを最小限に抑える上で重要です。溶接順序
向かって溶接することで、歪みを分散させることができます。拘束
溶接部に残留応力が増加し、溶接割れのリスクが高まるので注意が必要です。溶接歪み防止対策:今日からできること
溶接変形矯正法(歪み取り):最終手段も紹介
(関西では「やいと」とも呼ばれます。)まとめ:歪み対策は設計段階から!
克服することができます。3Dクランピングシステム:最新技術で歪みを低減!
溶接変形を大幅に低減できます。
角変形や座屈変形などを抑制することが可能です。
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
スーパーアロイ徹底ガイド:インコネル、インコロイ、ハステロイの特性から溶接まで
スーパーアロイ徹底ガイド:インコネル、インコロイ、ハステロイの特性から溶接まで
スーパーアロイとは?インコネル、インコロイ、ハステロイの違いと特性
代表的なものとして、インコネル、インコロイ、ハステロイなどが挙げられます。
原子力など、様々な分野で活用されています。各スーパーアロイの特徴
インコネル
使用)
インコロイ
Mo添加により耐食性が向上します。
ハステロイ
石油化学関係の塔などに使用。
耐食合金鋼。石油化学関係の塔などに使用。
航空機ガスタービン燃焼筒、アフターバーナーなどに使用。スーパーオーステナイト系ステンレス鋼
スーパーアロイの溶接
特に、**高温割れ(凝固割れ)**が生じやすい傾向があります。まとめ
参考情報
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
ステンレス鋼溶接の基礎知識:割れ・腐食対策から溶接法まで徹底解説
ステンレス鋼溶接の基礎知識:割れ・腐食対策から溶接法まで徹底解説
ステンレス鋼溶接の注意点と歪み防止策
しかし、溶接時には特有の注意点があり、適切な対策を講じないと、割れや腐食などの問題が
発生する可能性があります。
文献を参考に解説します。オーステナイト系ステンレス鋼の溶接性
しかし、溶接条件や環境によっては、**高温割れ(凝固割れ)、粒界腐食、
応力腐食割れ(SCC)**などが生じることがあります。(1) 高温割れ(凝固割れ)
これは、溶接収縮歪みが原因で発生し、割れの形態としては縦割れやクレータ割れなどがあります。
フェライト量が多くなると高温割れの発生を抑制できます。
オーステナイト系ステンレス鋼溶接金属の凝固割れ感受性は、フェライト量と密接な
関係があると言われています。(2) 腐食
12%以上含むステンレス鋼が、腐食環境下で優れた耐食性を示すためです。(3) 応力腐食割れ(SCC)
狭義の応力腐食割れは、活性溶解型のみを指します。(4) 熱影響部の鋭敏化
炭化物析出部に分けられます。
低下するため、粒界腐食を起こしやすくなります。
腐食環境中では、この部分にウェルドディケイと呼ばれる溝状腐食を生じることがあります。
Cr炭化物が析出しやすい鋭敏化温度域(500~850℃)の冷却速度を速くする。
急冷)を施す。ステンレス鋼の溶接法
スポット溶接、YAGレーザ溶接などがあります。ティグ溶接(GTAW)
特に溶接部の美観が求められるステンレス製品に多く用いられます。
溶接入熱が多くなり、溶接変形などの問題が生じやすくなります。
外側に特殊酸化性ガス、内側に不活性ガスを使用したAA-TIG溶接法も実用化されています。まとめ
できます。この記事で紹介した内容を参考に、より良い溶接技術を身につけていただければ幸いです。参考文献
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
ステンレス鋼の種類につきまして
ステンレス鋼の種類は次の通りです。
知れ渡っています。また耐食性、耐酸性、
機械的強度などがあげられます。
用途として、食品関係の設備、食器、厨房機器、
製薬、医療器具、、建築物、プラント関係
使用範囲はたくさんあります。
規格がありステンレス鋼中65%使用されています。
化学成分と金属組織上の分類から下記の種類があります。
マルテンサイト系ステンレス鋼
SUS403,410,410S,420J1,420J2,431,などがあります。
SUS431,440A,440B,440C 416 など機械構造用鋼と
同様に焼き入れにより硬化し高硬度、高強度の使用目的
にしたものが多いです。また溶接性は悪いです。
フェライト系ステンレス鋼
耐食性や、高温での耐酸化性を目的としたステンレス鋼。
建築内装用、家庭用器具、家電部品など使用されています。
溶接割れを起こす欠点があります。
俗にステンレスと言ったらこの規格になるほど、
一般的であります。使用用途として食器、建築金物、配管など
使用用途はたくさんあります。
スーパーオーステナイト系ステンレス
環境設備では屋根材、排煙脱硫装置
著作権は株式会社上村製作所 上村昌也に帰属。無断転載禁止
アルミ溶接の悩み解決!材料選定からブローホール対策まで
アルミ溶接の悩み解決!材料選定からブローホール対策まで
アルミニウム合金溶接施工法
挙げて解説します。1. 材料の理解と適切な溶接材料の選定
材料の識別を確実に行い、誤った溶接材料を使用しないように注意しましょう。2. 材料の清浄と乾燥
酸化皮膜などは、溶接不良の原因となります。3. 溶接材料の適切な保管
溶接不良の原因となります。4. シールドガスの管理
大気中の酸素や窒素から保護する役割を果たします。シールドガスが不足すると、
溶接部に酸化物や気孔が発生し、溶接品質が低下します。5. 母材の継手部の洗浄
丁寧に除去し、アセトンやアルコールで拭き取ることで、より良好な溶接品質を得られます。良好な溶接品質のために
得られるはずです。アルミ溶接のブローホール対策
ガスライン用とトーチインナー用に交換することで、溶接欠陥を大幅に低減できることが
示されています。
パージホースの交換はまだ実施できていません。ブローホール対策の効果
不適合品の流出を減らすことができると期待しています。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
アルミ溶接材料完全ガイド:用途別おすすめと注意点
アルミ溶接材料完全ガイド:用途別おすすめと注意点
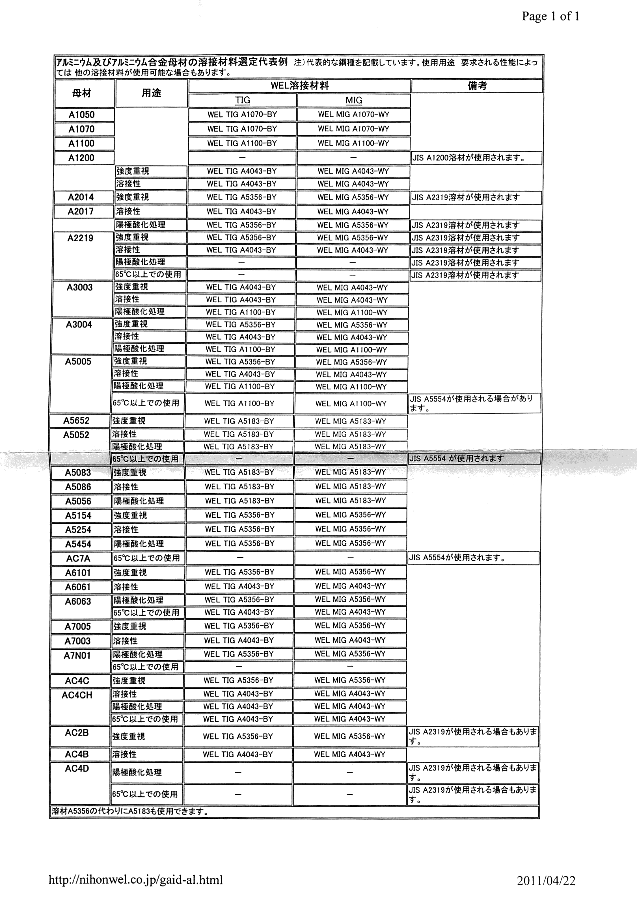
アルミニウムおよびアルミニ合金の溶接材料
1000シリーズ(純アルミ)
2000シリーズ(Al-Cu系)
3000シリーズ(Al-Mn系)
5000シリーズ(Al-Mg系)
6000シリーズ(Al-Mg-Si系)
7000シリーズ(Al-Zn系)
まとめ
Copyright© 2023 KAMIMURA corporation All rights Reserved
著作権は株式会社上村製作所 上村昌也に帰属。無断転載禁止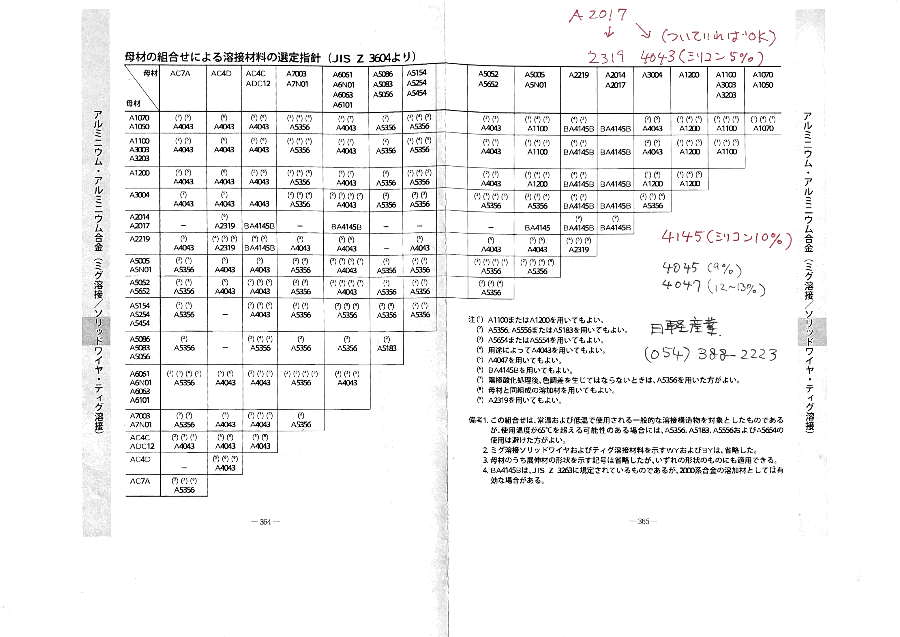
個人ですが溶接のご相談ごとがあります。
ご都合の良い方法でご遠慮なくお問合せ下さい。
メール、お問合せシート、Faxなら24時間受付可能です。
直接電話の方がスムースな場合もありますので、ご遠慮なくお電話下さい。
相談事に関して連絡方法を教えて下さい。
メール、お問合せシート、Faxなら24時間受付可能です。
休日でしたら営業日朝に確認後、迅速にご対応させて頂きます。
電話は月曜日から金曜日AM8:30から18:00までご対応できます。
基本土曜日も出勤していますのでお問合せ歓迎いたします。
製作品等、メールでの文面から内容が伝わりにくいかと思いますので
直接電話の方がスムースな場合もありますので、ご遠慮なくお電話下さい。
【アルミ製溝蓋 補修溶接 プロの技で解決!】