
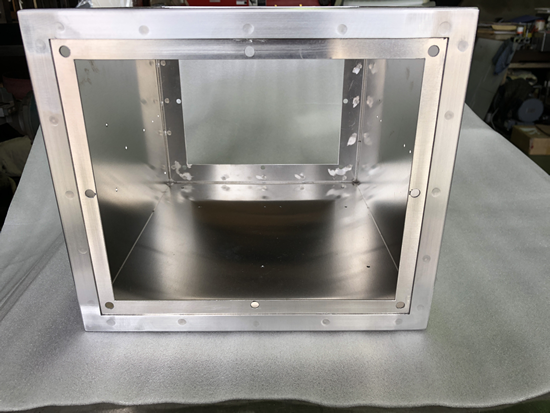
アルミスポット溶接品
A5052 T=2.0mm スポット溶接とTIG溶接にて接合しました。
ワークサイズはW=380 D=390mm H=380mm厚み2mmです
ブランク材をベンダーにて曲げ加工。
接合箇所をTIGにて溶接し、仕上げをしました。
内張りの板をコンデンサー式スポット溶接機にて
偏心チップを使い溶接しました。
奥の深い部分への接合箇所もありかなり苦労をしましたが
強度問題なく溶接が完了しました。
アルミ材へのスポット溶接は直流コンデンサー式及び
インバーター式溶接機を持ち入らないと接合は出来ません。
弊社は直流コンデンサー式を使用しています。
手順は次の通りです。
①材料を寸法加工。
②ベンダーにて曲げ加工。
③接合箇所をTIG溶接にて接合。
④各部を仕上げ加工。
⑤内張りをスポット溶接。
⑥最終仕上げ。完成検査。
溶接条件
溶接機 Panasonic YC-300BP4
交流電流 180A
交流周波数 200Hz
シールドガス Ar
タングステン 純タングステン 2.4mm
溶加棒 1.6mm
アルミスポット溶接品