
ものづくりだより101号
おはようございます。溶接管理技術者の上村昌也です。
お客さまより依頼がございました
異材溶接継手のご案内です。
すでに一般的になっていますSS400とSUS304の異材継手溶接です。
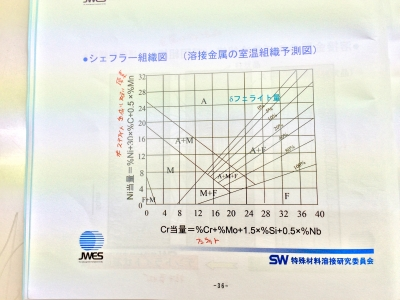
シェフラー組織図で確認出来ますように、ステンレスがSS材によって
どれくらい希釈されても問題ないかを確認する表です。
グリーンの安全域と呼ばれている区域に溶接金属が希釈されていれば
溶接割れは発生しないと言われています。
溶加棒はSUS308ではなく、SUS309を使います。
308では希釈されてNi,Cr当量が低下しますので、よりニッケル、クロム量が
多く含有された溶加棒を使う必要があります。
今回の溶接法はMAG溶接法です。
従来はシールドガスをCo2を使用していましたが、今回より
Ar80%+Co2 20% にて溶接を行いました。
結果スパッタが非常に少なく溶接ビートも平たく満足の行くものでした。
多少溶け込量は少ないでしょうが、問題ないものです。
シェフラー組織図
異材継手組織図 上村製作所
コメント