
【これだけを守ればアルミスポット溶接はこわくない!】
ものづくりだより171号
おはようございます。溶接管理技術者の上村昌也です。
今回は、【アルミスポット溶接】のコツについてご紹介します。
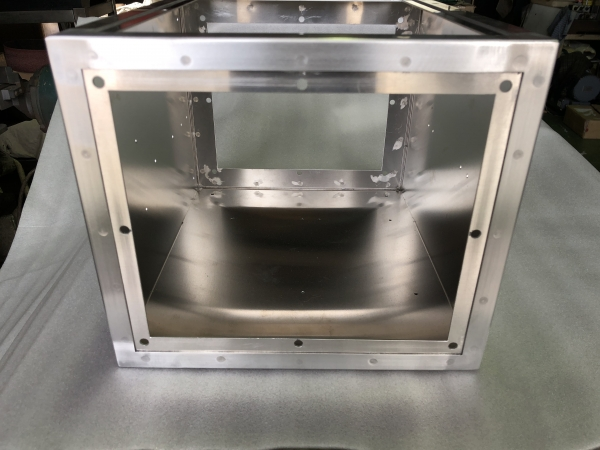
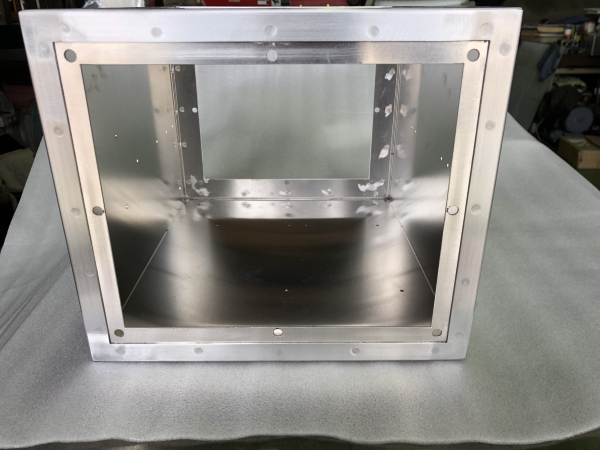
【製品概要】
- ワークサイズ:W=480mm D=480mm H=440mm T=2.0mm
- 材質:アルミニウム
- 構造:ベンダー曲げ、TIG溶接、スポット溶接
【アルミスポット溶接のポイント】
- 【溶接機の選定】:
- アルミは熱伝導率が高いため、一度に大電流を流す必要があります。
- 交流式ではなく、直流式コンデンサースポットまたはインバーター式スポットを使用します。
- 【チップ管理】:
- スポット溶接を数回行うごとに、電極チップのドレッシングが必要です。
- チップの形状や状態によって、溶接品質が大きく左右されます。
- 【電流値の調整】:
- アルミの板厚や材質に合わせて、適切な電流値を設定します。
- インバーター式スポット溶接機は、電子制御で電流値を細かく調整できます。
- 【加圧力の調整】:
- 適切な加圧力で電極チップをワークに押し付けます。
- 加圧力が不足すると、溶接不良の原因になります。
- 【ワークの固定】:
- スポット溶接中にワークが動かないように、しっかりと固定します。
- 【スポット位置】
- スポット位置がずれないように正確に打つ。
- 【スポット間隔】
- スポット間隔は溶接する物によって最適に変更する。
- 【溶接電流時間】
- 溶接電流時間は、溶接する材料の厚みや種類によって最適に変更が必要
【直流式とインバーター式の違い】
- 【直流式コンデンサースポット】:
- コンデンサーに電流を蓄えて放電するため、大電流を瞬時に流せます。
- 充電時間が必要ですが、安定した溶接が可能です。
- 【インバーター式スポット】:
- 電子制御により、電流値を細かく調整できます。
- 様々な材質や板厚に対応可能です。
- 最近では導入する企業が増えています。
【作業事例】
- 画像にあるワークのスポット溶接は、チップの形状を工夫する必要がありました。
- ワークの形状や材質に合わせて、最適な溶接条件を設定することが重要です。
【お客様へのメッセージ】
アルミスポット溶接は、ポイントを押さえれば、高品質な溶接が可能です。弊社では、長年の経験と技術で、お客様のニーズに合わせた最適な溶接を提供いたします。アルミスポット溶接に関するご相談は、お気軽にお問い合わせください。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
アルミスポット溶接
アルミスポット溶接
◎LINE公式アカウントからのお問い合わせ


著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント