
【プロの技】アルミ製ケースのスポット溶接|高品質な仕上がりの秘訣
おはようございます。溶接管理技術者の上村昌也です。
アルミスポット溶接の技術を解説!A5052製ケース製作事例を紹介します。材料、溶接工法、
パラメーターを詳しく解説。オリジン電気製直流コンデンサー式溶接機の性能、アルミスポット溶接の
コツ、チップドレシングの重要性などを紹介。リピート品製作、アルミスポット溶接に関するご相談は
お気軽に。
*アルミスポット溶接とは
今日はアルミスポット溶接のご案内です。弊社では、アルミ製ケースの製作に、Tig溶接とスポット溶接
を組み合わせています。
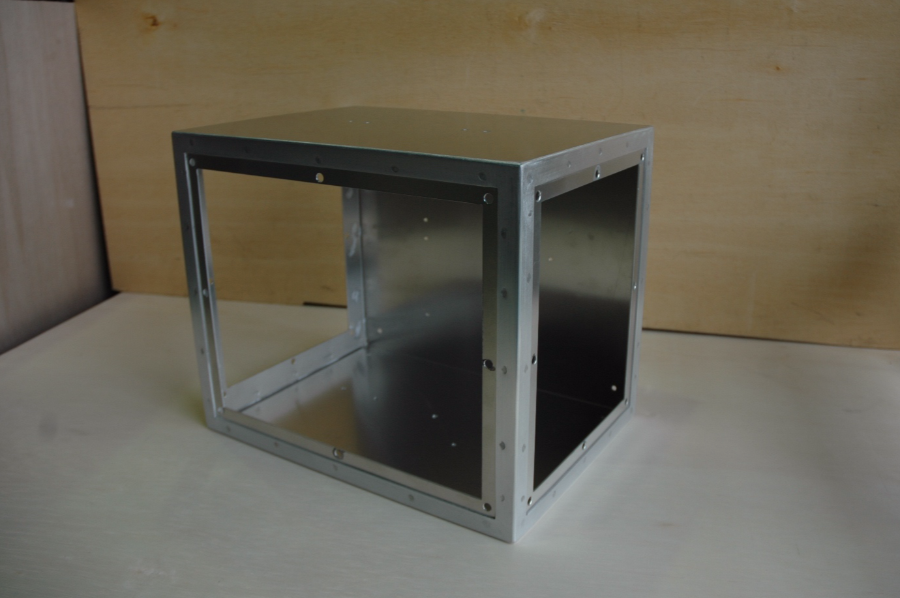
*製作事例
材料はA5052、板厚2mm、寸法はW450mm×D415mm×H350mmのケースです。リピート品とし
て、安定した品質で製作しています。
*アルミスポット溶接の弱点と対策
アルミスポット溶接は、数回溶接するごとにチップのドレシングが必要となり、時間がかかることが
弱点です。しかし、オリジン電気製の直流コンデンサー式溶接機を使用することで、安定した溶接が可能
となり、効率的に作業を進めています。
*溶接工法
溶接パラメーターは以下の通りです。
* 溶接電源:Panasonic YC-300BP4
* 出力電流:交流
* 交流周波数:200Hz
* パルス:あり
* パルス周波数:11Hz
* パルス幅:45%
* 電流:10A
* パルス電流:180A
* シールドガス:Ar(岩谷瓦斯)
* タングステン:純タン 2.4mm(Plansee)
* 溶加棒:A5356BY 2.4mm(サフラ)
* バックガス:なし
* 予熱:なし
*オリジン電気製溶接機のメリット
オリジン電気製の直流コンデンサー式溶接機は、安定した溶接が可能であり、大変重宝しています。
*お気軽にご相談ください
アルミスポット溶接に関するご相談・お問い合わせは、お気軽にご連絡ください。お客様の課題解決に
貢献いたします。
【お問い合わせはこちら】
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
スポット溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント