
チタンプレート溶接のコツ
ものづくりだより257号
おはようございます。溶接管理技術者の上村昌也です。
08.25.2020 ブログアップデート
記事更新しました。
【はじめに】
*今回は、チタンプレート溶接のコツについて、当社の経験と技術を交えながらご紹介します。チタンは、その優れた特性から、様々な産業分野で注目されている素材ですが、加工が難しいという側面も持ち合わせています。本記事では、チタン溶接における課題と、それらを解決するための具体的な方法を解説し、読者の皆様の製品開発に役立つ情報を提供します。特に、BtoB、BtoCで板金加工や溶接業者をお探しの方々に、当社の技術力と対応力をご紹介し、ビジネスに繋がるきっかけとなれば幸いです。
【材料選定】
*チタン材料TP340の特性を理解する
*チタン溶接、加工において、材料選定は非常に重要な要素です。
TP340の機械的性質のおさらい
引張強さ340〜510N/㎟ 0.2%耐力215N/㎟ 伸び23%以上
SUS304 引張強さ520N/㎟ 0.2%耐力205N/㎟ 伸び40%以上
SUS304 と比べても伸び率が違う程度でその他はさほど変わらないので
曲げ加工も問題なく出来ますがチタンの方がスプリングバックが多いようです。
【加工技術】
*高品質なチタン曲げ加工を実現する当社の技術
*当社では、レーザーカットと曲げ加工を連携させることで、高精度なチタン加工を実現しています。チタンの結晶構造を考慮した最適な加工方法を
採用し、試作ジグを活用することで、加工精度を向上させています。また、寸法公差±0.1mmを実現するピン加工技術など、独自の技術力でお客様の
ニーズにお応えします。
チタンの曲げ
金属原子の並び方がα型(原子が中心にある純チタンなど)
稠密六方格子または、最密六方格子
β型は体心立方格子からなる。体心立方格子の結晶構造を
持っているので塑性加工がやりやすいとされている。
【溶接技術】
*コンタミネーションを防ぎ、高品質な溶接を実現する
*チタン溶接において、コンタミネーションは品質を大きく左右する要因です。当社では、大気遮断とバックシールドガス制御を徹底し、高品質な溶接
を実現しています。均一なバックシールドガス充填のためのノウハウや、ピンを活用した溶接手順など、長年の経験に裏打ちされた技術力で、お客様に
信頼される製品を提供します。また、M3タップなど、複雑な加工にも対応可能です。
【品質管理】
*お客様に信頼される品質保証体制
*当社では、試作品から量産まで、徹底した品質管理体制を構築しています。経験豊富な技術者による品質チェック、最新の検査機器を活用した
品質評価など、お客様のニーズに合わせた品質管理を徹底しています。お客様に安心して製品をお使いいただけるよう、品質保証に努めています。
【まとめ】
*チタン溶接のことなら、私たちにお任せください
*当社は、試作から量産まで、一貫したサポート体制でお客様の製品開発を支援します。材料選定から加工、溶接、品質管理まで、豊富な経験と実績を
持つ当社が、お客様の課題解決に貢献します。チタン溶接に関するご相談・お見積もりは、お気軽にお問い合わせください。
*この記事を通して、当社のチタン溶接技術の一端をご理解いただけたでしょうか?私たちは、お客様の製品開発を全力でサポートいたします。
チタン加工に関するご相談やご質問がありましたら、お気軽にお問い合わせください。
株式会社上村製作所
[電話番号]075-982-2931
[お問合せはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
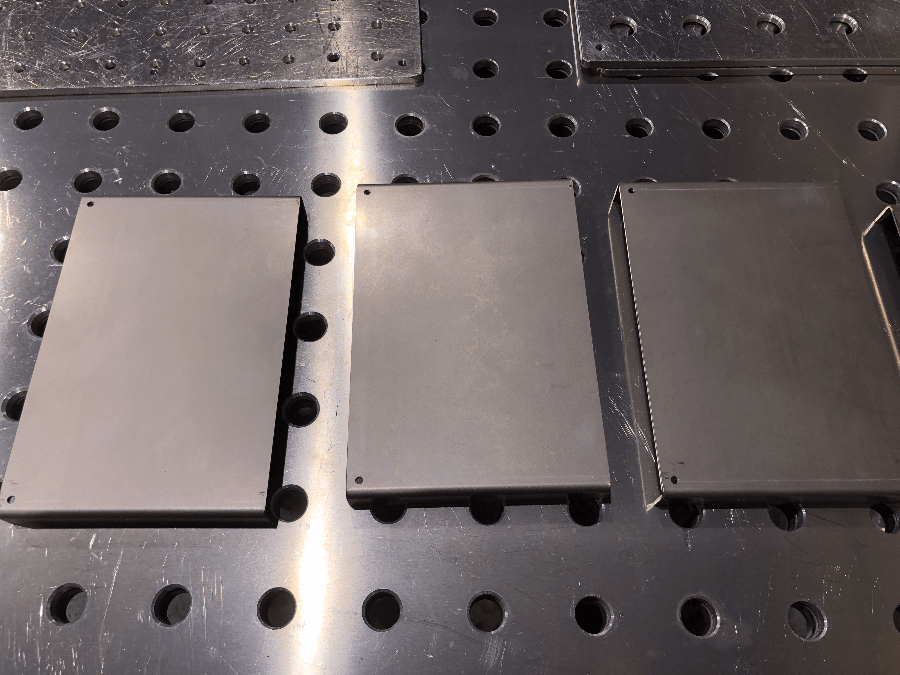
チタン曲げ部品
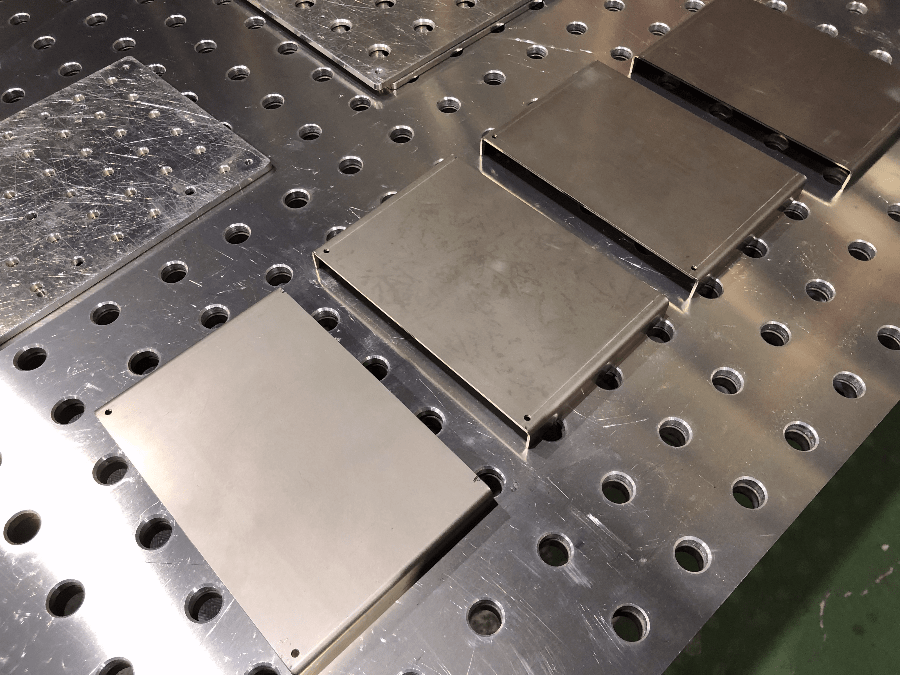
チタン曲げ部品
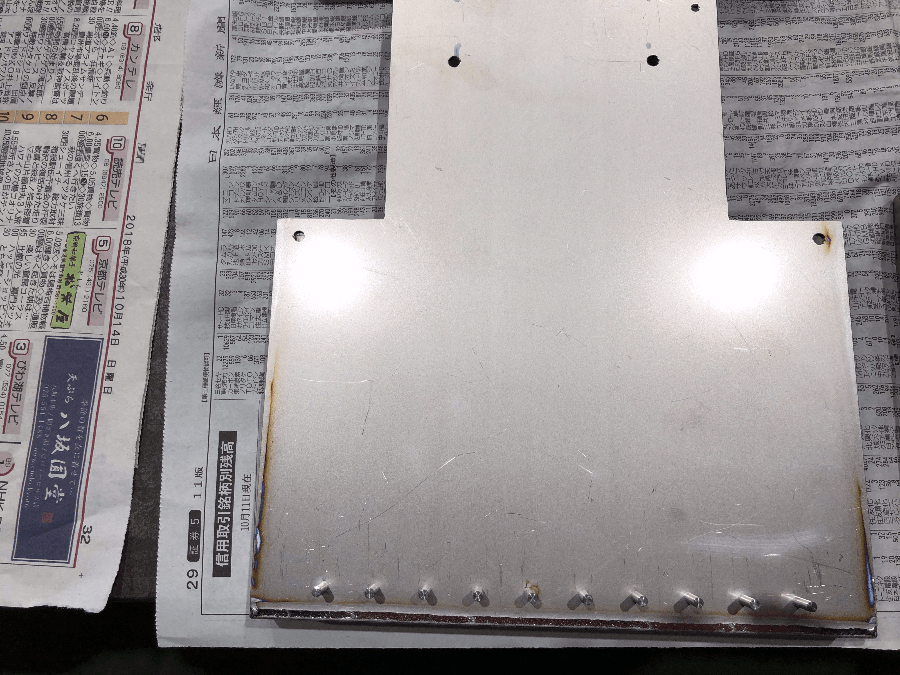
チタンTP340 T2.0溶接加工品
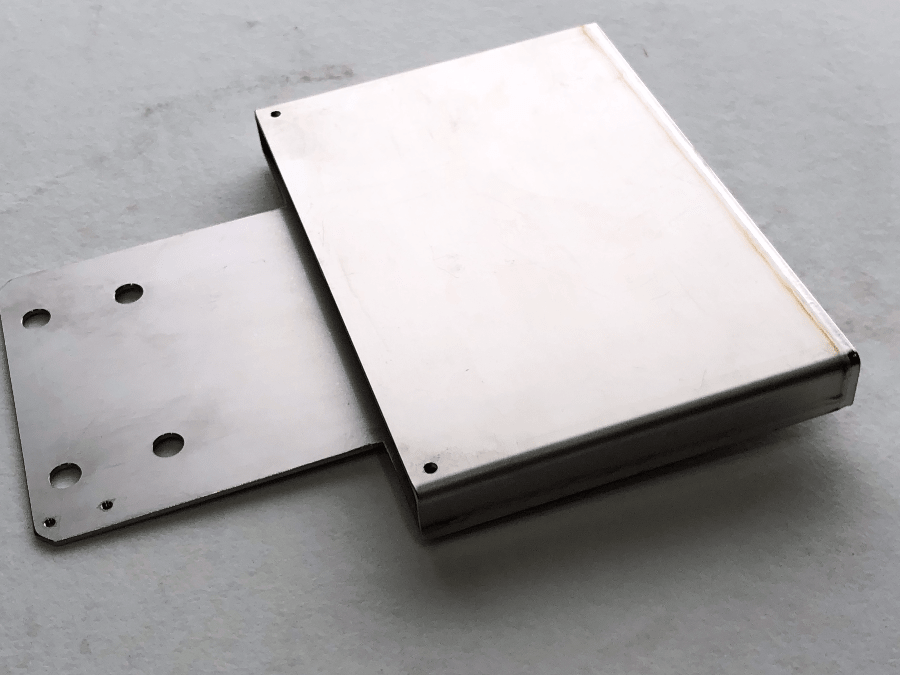
レーザにて切断後曲げ加工
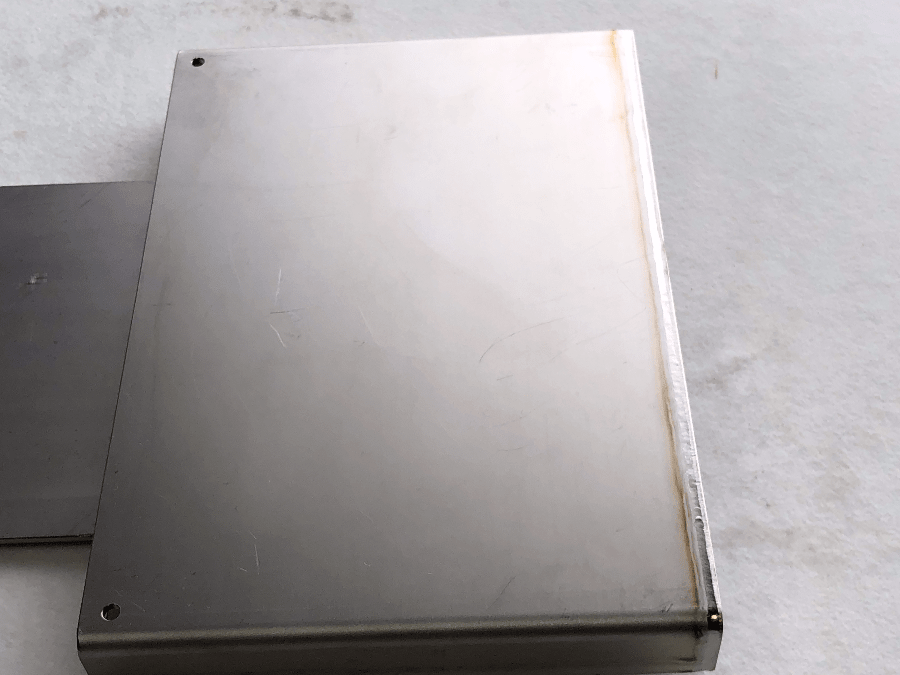
タック溶接後気密溶接
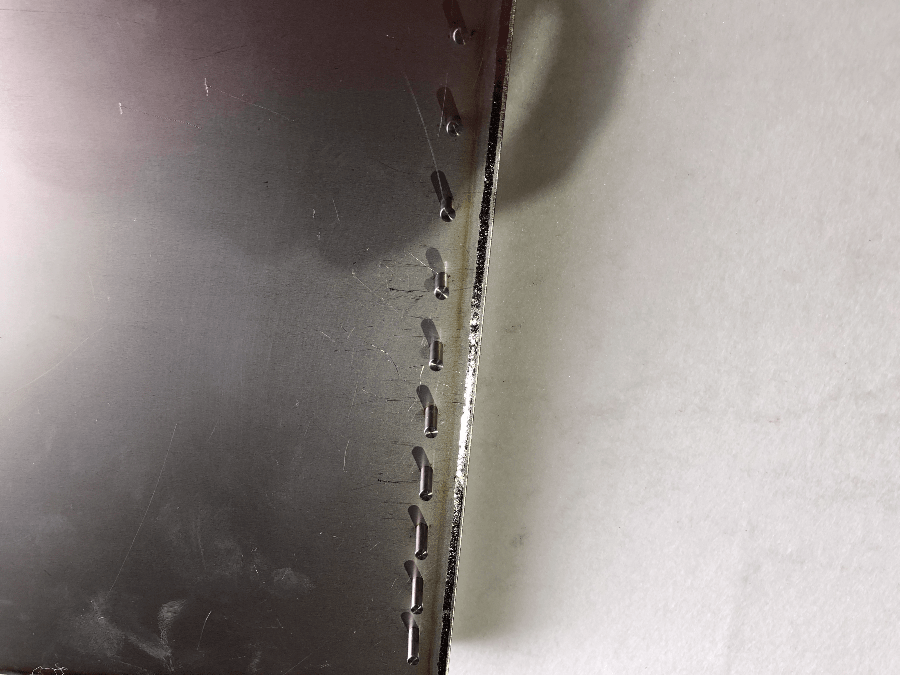
φ3mmピンを圧入後内面より溶接、洗浄しました。
https://www.lamerco.com/catalogs/PL_PWT_140708sc.pdf
チタン治具を公開
https://www.kamimura.co.jp/titanum-jigu/
キャンプ用にチタン鍋を作った
https://www.kamimura.co.jp/titanium-nabe/
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント