
【チタン溶接のプロが解説!高品質な配管改修と耐圧試験の裏側】
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。今回は、チタン配管の改修事例を通して、当社の高度な溶接技術と板金加工に
ついてご紹介します。チタンは、その優れた耐食性と軽量性から、様々な産業分野で利用されていますが、加工には高度な技術が求められ
ます。特に溶接は、わずかな不純物も品質劣化に繋がるため、慎重な作業が必要です。今回の記事では、当社のチタン溶接技術の一端をご
紹介するとともに、高品質な加工を実現するためのノウハウをお伝えします。
【チタン溶接のスペシャリストが語る!改修事例の全貌】
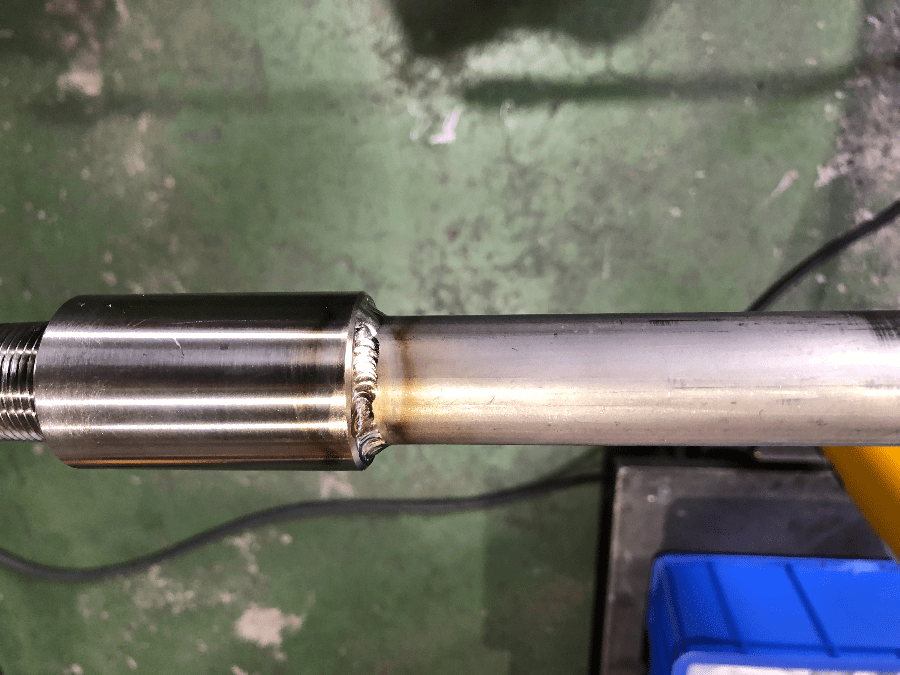
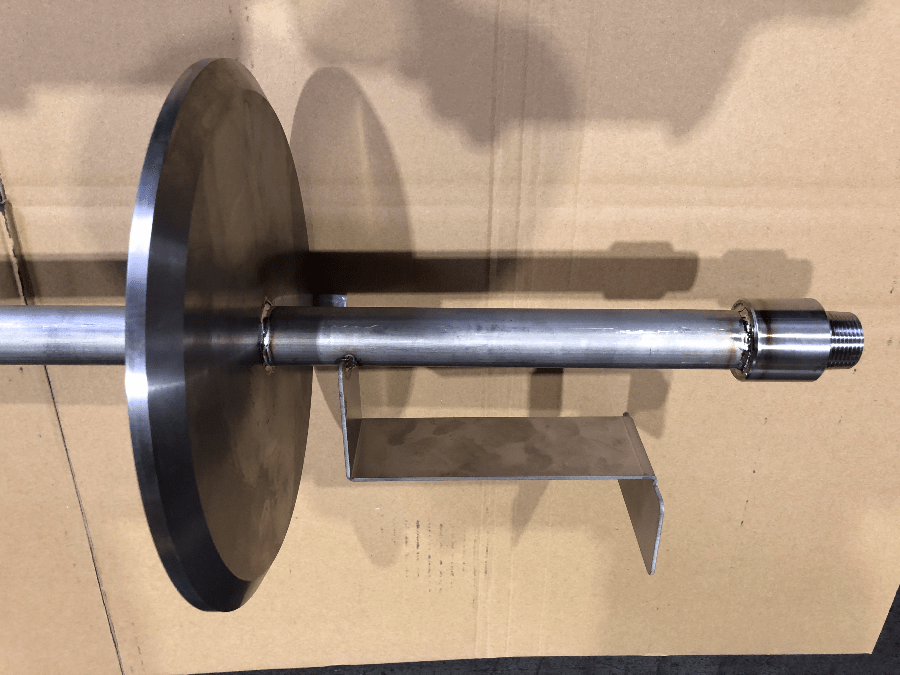
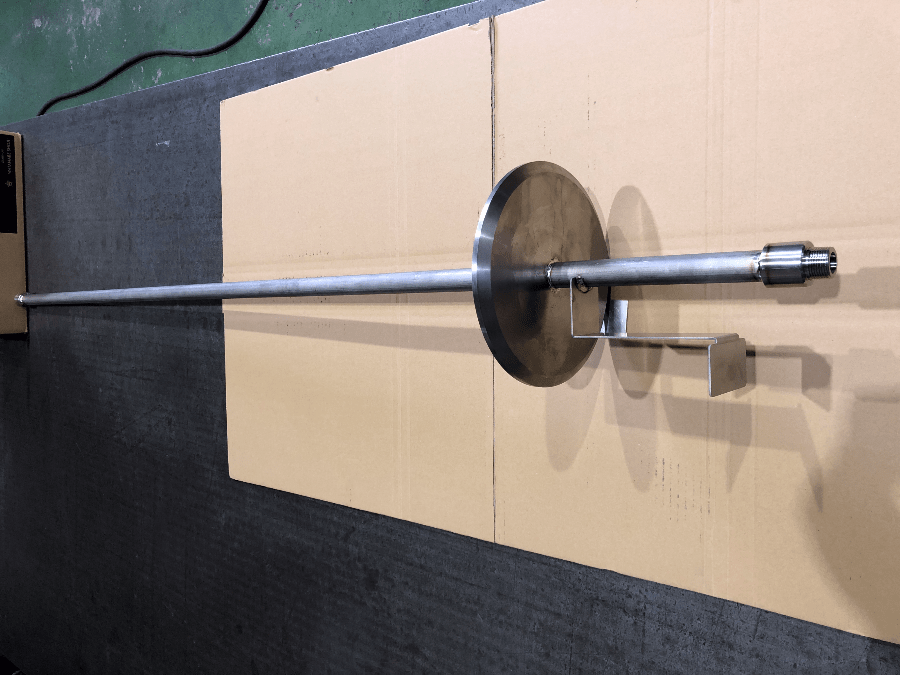
前回同様、TTP340配管用チタン(2種)を使用し、ニップル形状を変更してパイプを改修しました。特に重要なのは、溶接時の大気遮断
です。チタン溶接では、わずかな大気との接触も品質劣化に繋がるため、高度な技術と経験が求められます。
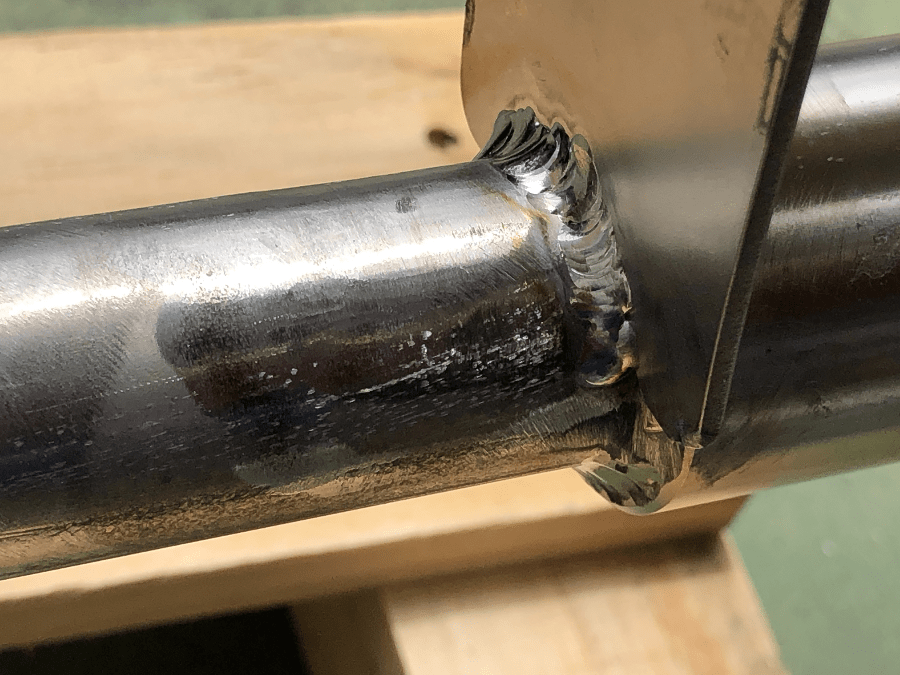
【高品質溶接の要!バックシールドとバックガスの秘密】
今回も、バックシールド(アルミ箔)を使用し、大気からの遮断を徹底しました。さらに、バックガスを均一に充填するための供給経路にも工夫を凝らし、コンタミネーションのない健全な溶接を実現しています。隅肉溶接においても、バックシールドを施し、高品質な仕上がりを追求しました。
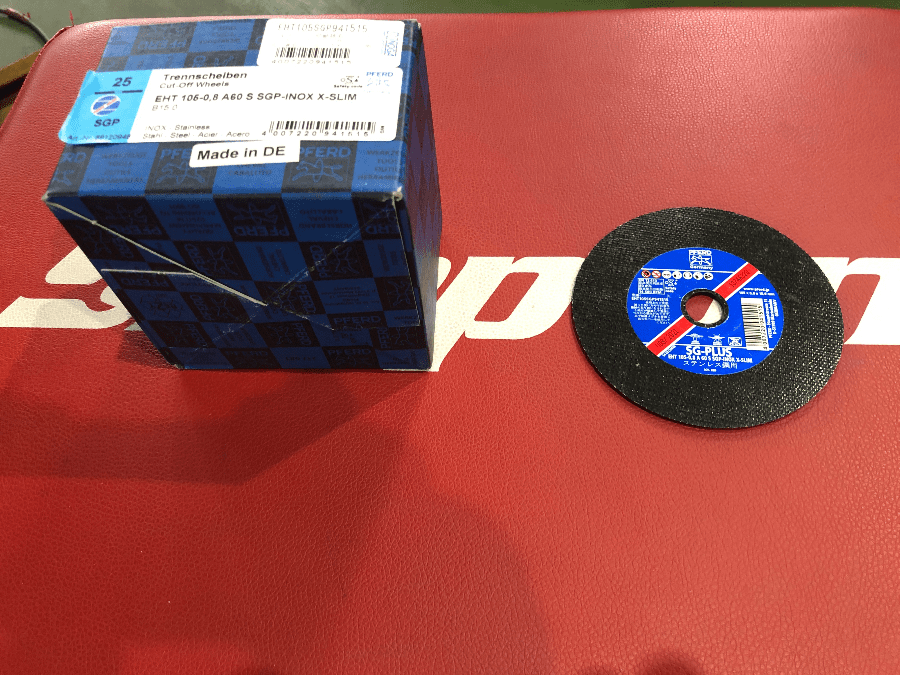
【切断は妥協しない!ドイツ製PFERD切断砥石の実力】
ニップルとブラケットの取り外しには、グラインダーを使用しました。チタンは硬く、切断には高度な技術と適切な工具が必要です。そこで活躍したのが、ドイツ製PFERD社の切断砥石です。国産の切断砥石では難しいチタンの切断も、PFERD製ならスムーズに行えます。この切断砥石は、当社の高品質な加工を支える重要な要素の一つです。
【品質の証!耐圧試験で性能を証明】
溶接後には、お客様の要望に応じて耐圧試験を実施しました。要求通りの水圧2.5Mpaで圧力試験を行い、高品質な溶接と加工を証明しています。
【まとめ】
今回のチタン配管改修事例では、材料選定、溶接技術、切断技術、耐圧試験など、当社の高度な技術力と品質管理体制をご紹介しました。当社では、お客様のニーズに合わせた最適なソリューションを提供し、高品質な製品をお届けします。チタン溶接、板金加工、その他金属加工に関するご相談は、お気軽にお問い合わせください。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp

こちらの画像は改修前の前回の画像
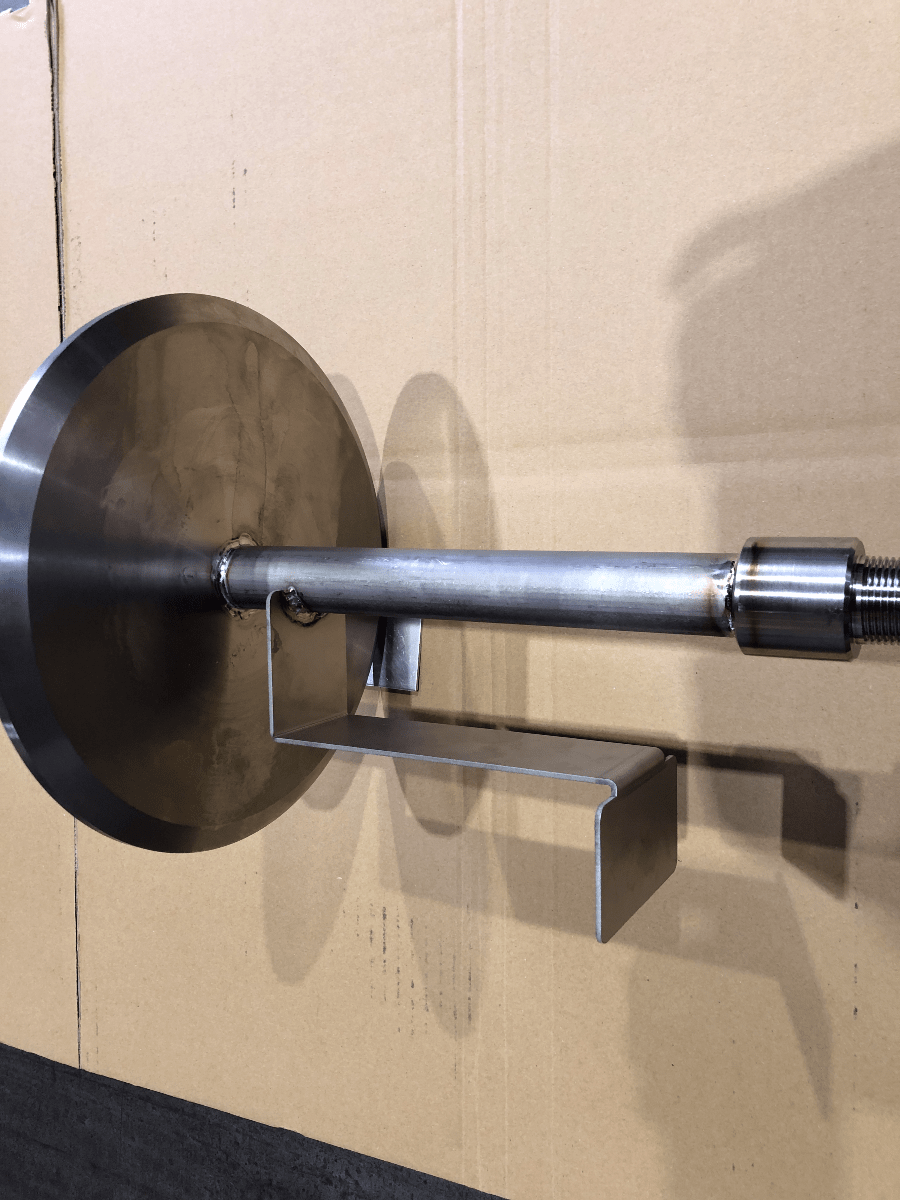
同じく
日本チタン協会さんのホームページのご紹介

#アルミ溶接 #修理 #アルミフレーム溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント