
【バイクシートレールのクラック補修!プロのTig溶接技術で安全を確保】
ものづくりだより335号
おはようございます。溶接管理技術者の上村昌也です。
【はじめに】
GIVIトップケースを取り付けていたKawasaki ZX-10Rのシートレールにクラックが入ってしまった経験から、その補修溶接について解説します。バイクのシートレールは、安全性を確保する上で非常に重要な部品です。クラックを放置すると、走行中に破損し、重大な事故につながる可能性があります。今回の記事では、クラック補修の工程と、プロの溶接技術について詳しく解説します。
【クラック補修の工程】
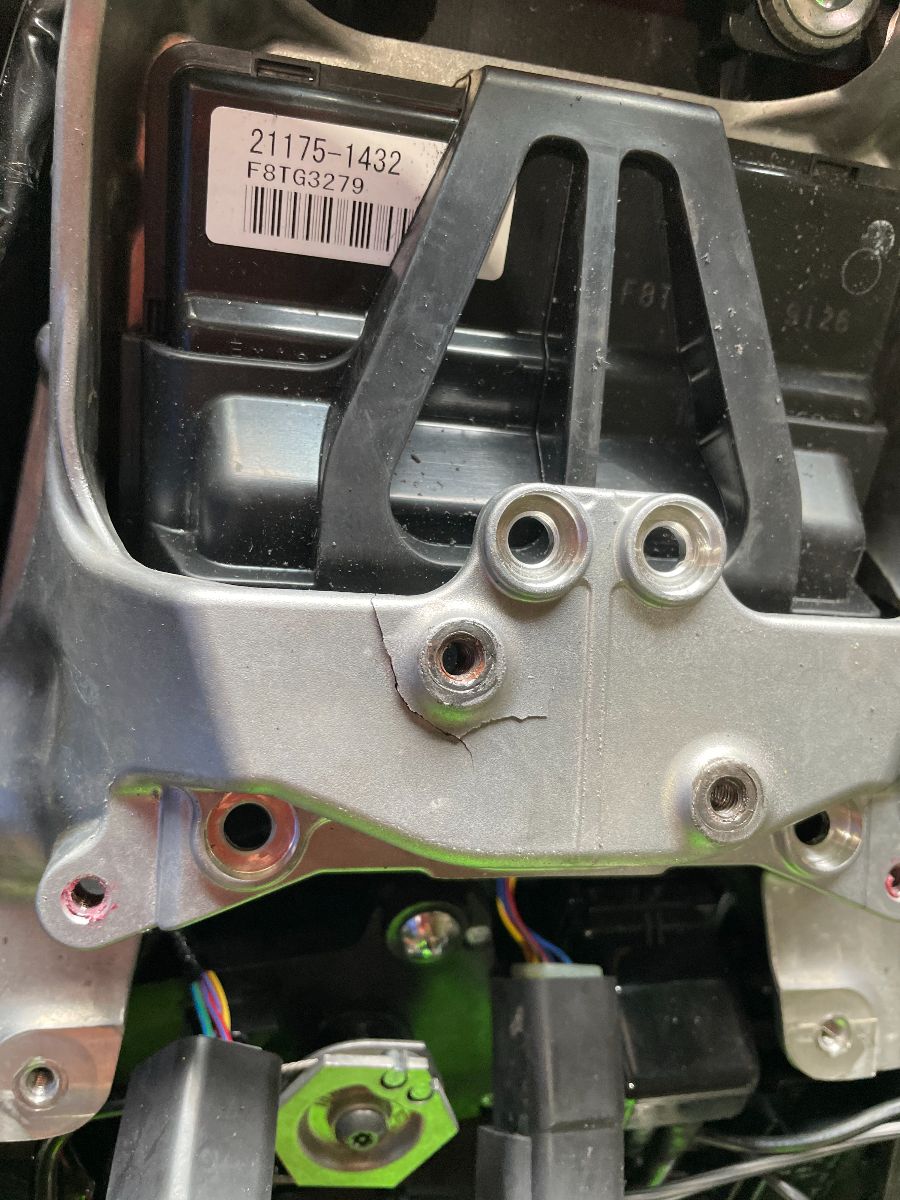
- クラックの確認とストップホール形成
- クラックの最終部分にドリルで穴を開け、ストップホールを形成します。これは、クラックの進行を止めるために非常に重要な工程です。
写真1:クラック部分とストップホール

- クラックの最終部分にドリルで穴を開け、ストップホールを形成します。これは、クラックの進行を止めるために非常に重要な工程です。
- 開先加工
- リューターでクラック部分をV字型に削り、開先加工を行います。これにより、溶接時の溶け込みが良くなり、強度が増します。
- 写真2:開先加工中の様子
-

プロの技術による丁寧な作業工程を示す。
-
- Tig溶接
- Panasonic YC-300BP4 AC溶接機を使用し、以下のパラメーターでTig溶接を行いました。
- 溶接電流: 110A
- 交流周波数: 200Hz
- 溶加棒: A5356BY 2.4mm
- 電極: 純タングステン
- シールドガス: Ar
- 予熱: 150℃
- アルミ鋳物の溶接は、低い温度で溶接することが重要です。高い電流で溶接すると、溶融池から不純物が湧き出し、健全な溶接ができません。
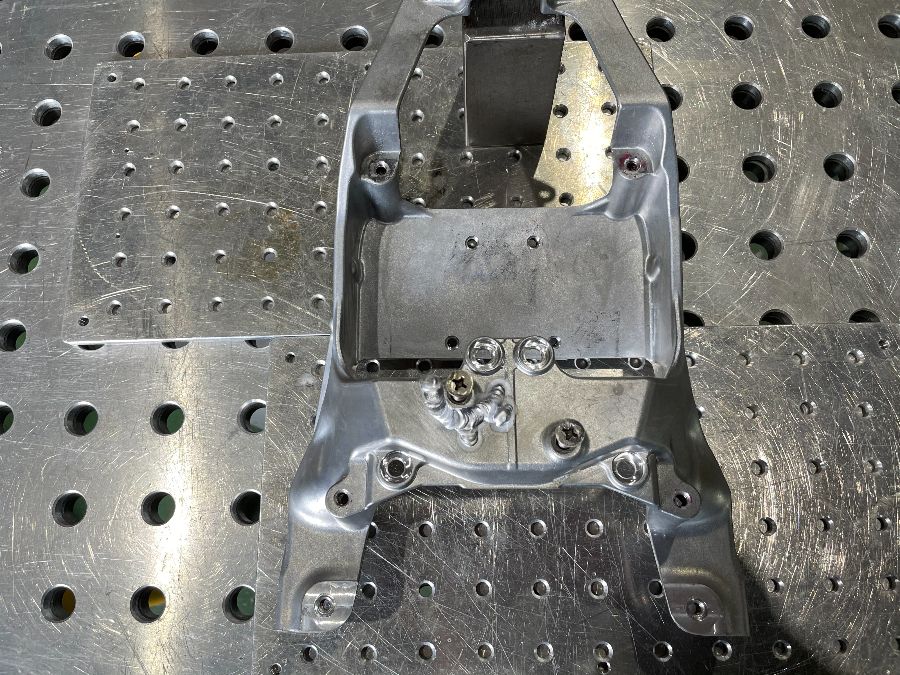
- 写真3:Tig溶接中の様子
- Panasonic YC-300BP4 AC溶接機を使用し、以下のパラメーターでTig溶接を行いました。
- 仕上がり確認
- 溶接後、クラックが完全に補修され、完全溶け込みになっていることを確認します。
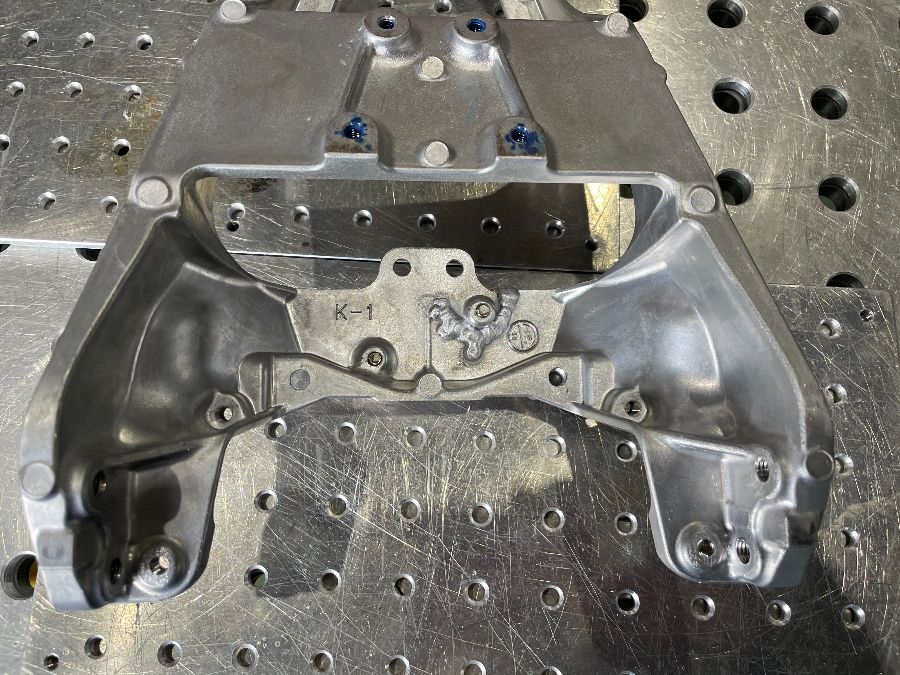
- 写真4:溶接後の仕上がり
-

美しく補修されたシートレールの状態を示す。
-



【まとめ】バイクのシートレール補修は、安全性を確保するために非常に重要な作業です。特にアルミ鋳物の溶接は、適切な知識と技術が必要です。今回の記事が、皆様のバイクライフの安全に役立つ情報となれば幸いです。もし、ご自身のバイクのシートレールにクラックが見つかった場合は、プロの溶接業者に相談することをおすすめします。弊社の高度なTig溶接技術であれば、高品質な補修が可能です。ぜひお気軽にご相談ください。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp



補修溶接が出来上がりちゃんとBOXがつけられました
参考

◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント