
【薄板アルミ溶接の極意!歪み・割れを防ぐ匠の技】
ものづくりだより474号
【はじめに】
おはようございます。株式会社上村製作所、溶接管理技術者の上村昌也です。今回は、A6061-T=1.2mmという非常に薄いアルミ板の板金溶接事例をご紹介します。薄物板金の溶接は、歪みや割れが発生しやすく、経験と高い技術力が求められる作業です。特に、溶接ビードカット後のヘアライン仕上げを行う場合には、溶接部の完全溶け込みが品質を左右するため、細心の注意が必要です。
【薄板アルミ溶接における課題】
薄板アルミの溶接では、以下のような課題が発生しやすいです。
- 溶接時の熱による歪み
- 溶接部の割れ
- 溶け込み不良による仕上げ時の不具合
これらの課題を克服し、高品質な溶接を実現するためには、材料の特性を熟知し、適切な溶接方法を選択する必要があります。
【上村製作所の技術】
弊社では、長年の経験と高度な技術により、薄板アルミ溶接における様々な課題を解決してきました。今回の事例では、以下の点に特に注意して作業を行いました。
- ベンダーでの丁寧な曲げ加工:傷をつけないように慎重に曲げ加工を行います。
- TIG溶接:溶加棒を使用し、適切な電流と速度で溶接を行います。
- 完全溶け込みの実現:溶接部の断面をしっかりと溶かし込み、溶け込み不良を防ぎます。
- ペーパーサンダーでの丁寧な仕上げ:溶接部の表面を丁寧に研磨し、滑らかな仕上がりにします。
- 3Mスコッチブライトでの最終仕上げ:ヘアライン仕上げにより、美しい外観を実現します。
【写真】
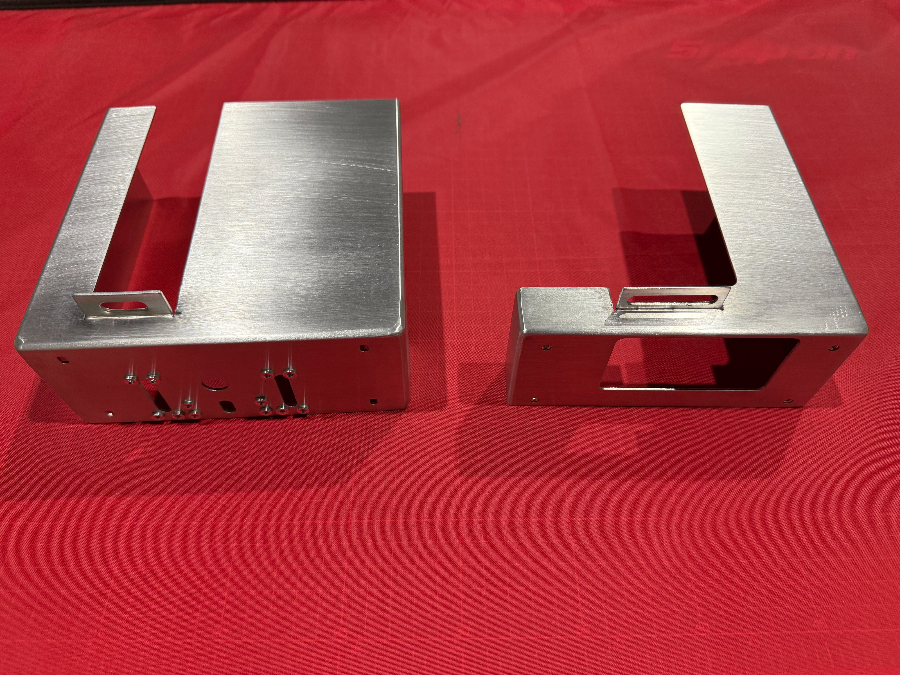
「3Mスコッチブライトで美しいヘアライン仕上げを実現。」

裏波もちゃんと出てます。

仕上げをしても割れの心配はありません
【溶接欠陥とその対策】
よくある溶接欠陥として、溶け込み不良による仕上げ時の割れや、目視でも確認できる溶接部の筋があります。これらの欠陥を防ぐためには、溶接条件を適切に設定し、熟練した技術者が作業を行うことが重要です。
【まとめ】
今回の事例を通して、薄板アルミ溶接における弊社の技術力の一端をご紹介しました。弊社では、お客様のニーズに合わせ、高品質な板金加工・溶接サービスを提供しております。薄板アルミ溶接でお困りの際は、ぜひ上村製作所にご相談ください。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
◎LINE公式アカウントからのお問い合わせ
![]()

Copyright© 2024 Kamimura corporation All rights Reserved
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント