
【プロが解説】ジュラルミン(A2017)溶接の全て*高品質な仕上がりのための技術と工程
ものづくりだより241号
おはようございます。溶接管理技術者の上村昌也です。
【はじめに】
ジュラルミン(A2017)は、航空機や精密機械など、高い強度と軽量性が求められる分野で広く使用されています。しかし、A2017は溶接が難しく、
高品質な仕上がりを実現するには高度な技術と豊富な経験が必要です。この記事では、板金加工・溶接業者をお探しの方に向けて、A2017溶接の
プロがその技術と工程を詳しく解説します。
【材料】
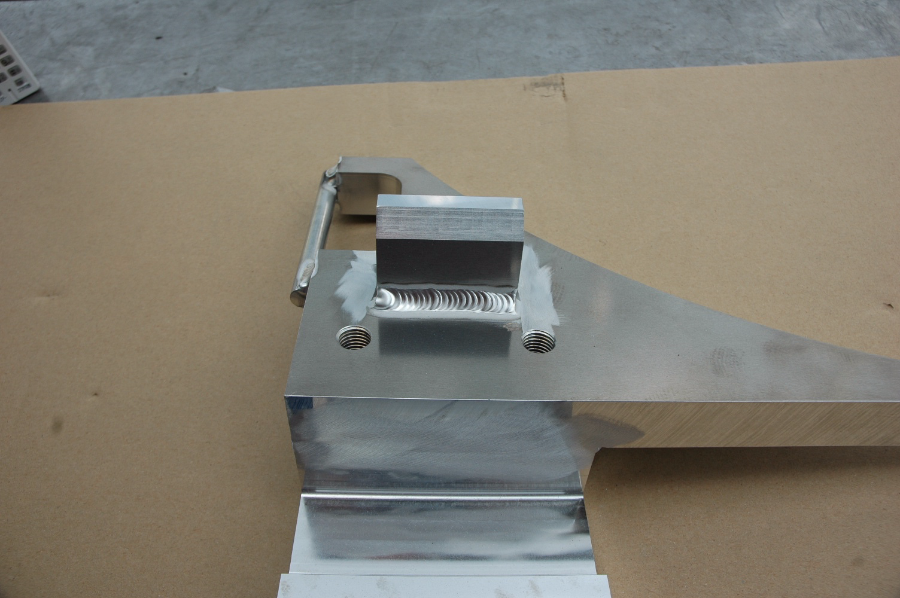
今回使用した材料は、A2017の480×285×30です。A2017は、アルミニウム合金の中でも特に強度が高く、機械加工性にも優れています。しかし、溶接時に割れが発生しやすいというデメリットもあります。そのため、適切な溶接方法と条件設定が重要になります。
【溶接方法】
高品質なA2017溶接を行うために、以下の条件で作業しました。
- 溶接機:Panasonic YC300-BP4
- 溶接電流:220A
- タングステン:純タングステン3.2mm
- シールドガス:He+Ar
- 溶加棒:A2319BY 3.2mm
- 余熱:200℃
これらの条件は、A2017の特性に合わせて最適化したものです。特に、余熱は割れ防止に非常に効果的です。
【工程】
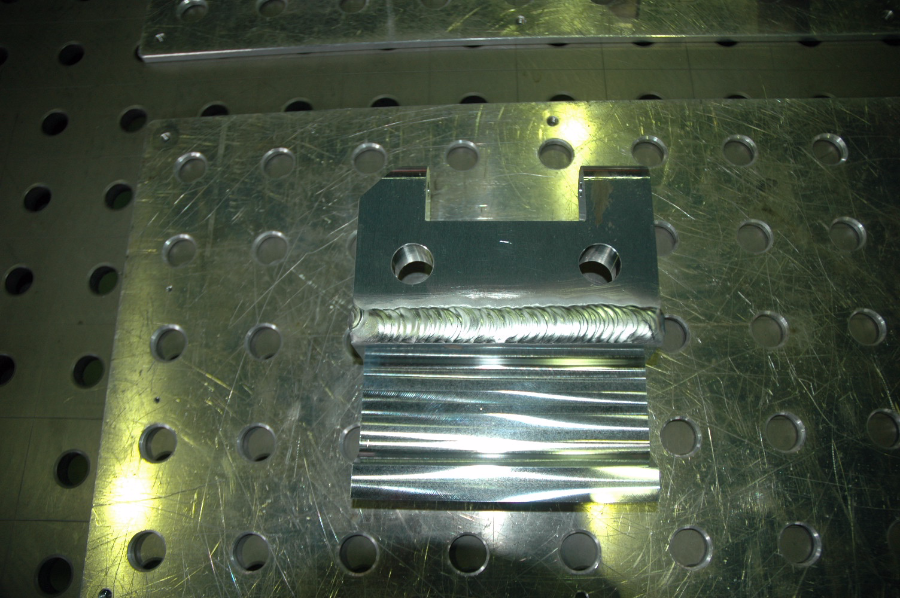
お客様から支給された機械加工部品を、弊社にて溶接組立および塗装を行いました。干渉する溶接部は、ビートカットで丁寧に仕上げています。
アルミのサンダーがけでは、粉塵が大量に発生するため、養生を徹底し、集塵機を活用しながら作業を進めました。
【品質管理】
溶接後の製品は、外観検査や寸法検査など、厳格な品質検査を行います。欠陥が見つかった場合は、修正や再溶接を行い、高品質な製品のみを
お客様に提供しています。
【事例紹介】
弊社では、これまでにも数多くのA2017溶接を手がけてきました。お客様からは、「仕上がりが美しい」「精度が高い」といった評価を
いただいています。
【まとめ】
A2017溶接は、高度な技術と経験が求められる作業です。弊社では、長年培ってきたノウハウと最新の設備で、高品質なA2017溶接を
提供しています。板金加工・溶接業者をお探しの方は、ぜひ一度ご相談ください。
【ジュラルミンは溶接ができないのか?(A2017)】
【ジュラルミン溶接のしかた(A2017)の深〜いお話し!】難素材もお任せ!高品質溶接の秘訣
今回もジュラルミンの溶接組立は欠陥なく出来上がりました。
株式会社上村製作所
[電話番号]075-982-2931
[お問合せはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
ジュラルミン
Copyright© 2019 Kamimura corporation All rights Reserved
著作権は株式会社上村製作所 上村昌也に帰属。無断転載禁止
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント