
アルミ溶接の難関突破!異径パイプ接合に成功した匠の技
ものづくりだより435号
おはようございます。溶接管理技術者の上村昌也です。
今回は、同業者様からのご紹介で、A2017(ジュラルミン)製の異径パイプ溶接の
ご依頼をいただきました。
今回の溶接で最も苦労したのが、主管と枝管の板厚差が非常に大きかったことです。
- 主管: 110mm、厚さ25mm
- 枝管: 35mm、厚さ1.2mm
ご覧のとおり、厚みが全く違うため、溶接時の熱管理が非常に難しい案件でした。
A2017は、クラックやピンホールが発生しやすいデリケートな材料です。
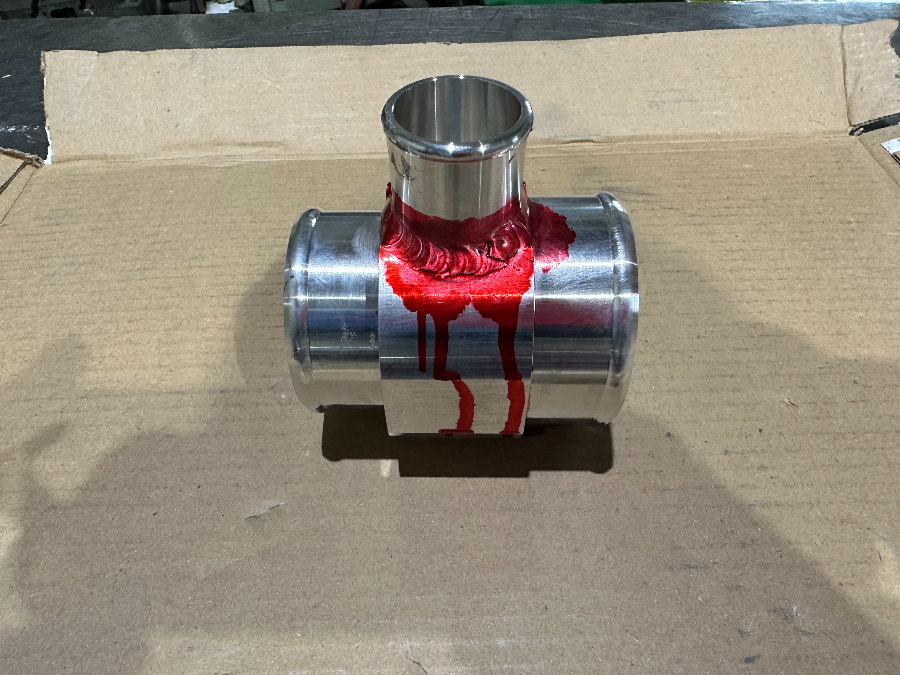
特に、タック溶接時のクラックは大きな課題となります。実際、今回の溶接でも、
写真のように補修痕が多数できてしまいました。
予熱を行い、主管の温度を適切に調整しましたが、どうしても枝管側が過熱してしまいます。
試行錯誤の結果、ある程度の予熱で作業を開始し、溶加棒の挿入量を調整しながら、バックガスを
流すことで、均一な裏波を出すことに成功しました。
溶接後には、浸透探傷試験を実施し、漏れがないことを確認して作業完了となりました。
今回の溶接を通して、改めて材料特性に合わせた溶接技術の重要性を痛感しました。
今後も、様々な溶接に挑戦し、技術力向上に努めてい参ります。
Copyright© 2023 Kamimura corporation All rights Reserved
著作権は株式会社上村製作所 上村昌也に帰属。無断転載禁止
コメント