
【A5052/A6063ベース板溶接】変形抑制と溶け込み確保への挑戦
ものづくりだより117号
おはようございます溶接管理技術者の上村昌也です。
今回は、A5052とA6063を組み合わせたベース板の製作事例をご紹介します。
【製品概要】
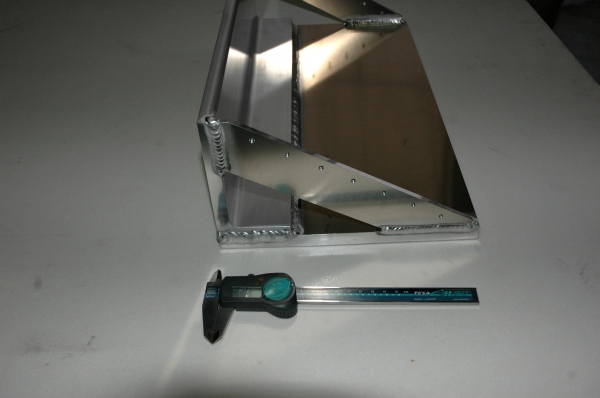
板厚T=20mmのA5052ベース板に、A6063製アングル(10×100×100mm)を組み合わせた製品
です。ワークサイズはH=120mm、W=550mm、D=200mmです。アングルとベース板、補強は
全周溶接、アングル背面とベース板は5mm90度開先加工を施しました。
【製作工程】
- 前加工
- リブのネジ切り
- 溶接準備
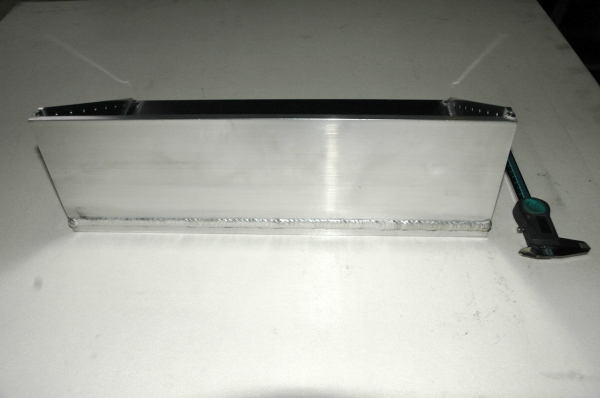
- 溶接変形防止のため、専用治具を製作し、底板とアングルを拘束
- 予熱作業を実施
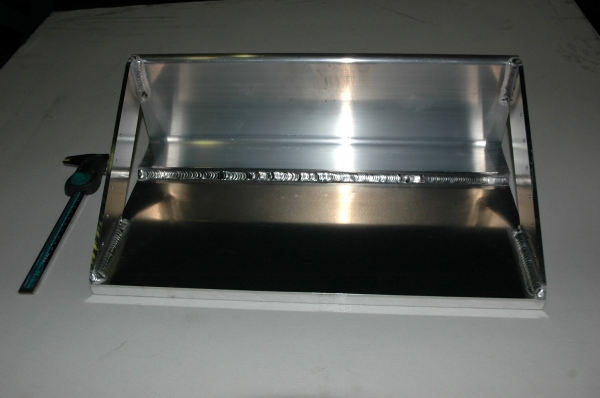
- 溶接作業
- 治具の放熱により、溶接途中で温度が低下し、溶け込み不足が発生
- ビードが不揃いで見た目が悪い
- 後加工
- 底面、背面の直角・平行度出しの機械加工
- 上面ポケット穴加工
【品質管理】
溶接変形は比較的少なく合格レベルでしたが、溶け込み不足は溶接欠陥に繋がるため、溶け込み優先で
対策を検討する必要があります。
【今後の対策】
治具の放熱対策、予熱方法の見直し、溶接条件の最適化などを検討し、溶け込み不良の改善を目指
します。
【現在の弊社の技術】
2017年の記事公開後、弊社の技術はさらに磨きがかかり、A5052/A6063の組み合わせ溶接を
はじめとする多種多様な素材、形状に対応する高度な溶接技術を確立しています。
【まとめ】
異種金属の溶接は、材料特性を考慮した慎重な作業が必要です。弊社では、長年の経験と確かな技術で、
お客様のニーズにお応えします。アルミ溶接に関するご相談は、お気軽にお問い合わせください。
[お問い合わせはこちら]株式会社上村製作所
[電話番号]075-982-2931
[ホームページURL]https://www.kamimura.co.jp
きっと役に立つ
一般社団法人軽金属溶接協会さんのホームページ Q&A
http://www.jlwa.or.jp/faq/index.html
アルミに予熱は大丈夫?予熱のやり方!
https://www.kamimura.co.jp/arum-yonetsu/
アルミベース板溶接品 上村製作所
アルミベース板溶接品2 上村製作所
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
アルミベース板溶接品3 上村製作所
コメント