
【アルミ溶接の匠技】A5052 15mm厚ベースを歪みなく仕上げる予熱の極意
ものづくりだより209号
おはようございます。溶接管理技術者の上村昌也です。
【はじめに】
この記事では、A5052材、厚み15mmのアルミベースを溶接する際に、変形を最小限に抑える方法に
ついて解説します。機械加工屋さんからの依頼品であるため、仕上がり寸法を狂わせないように、慎重
に溶接を行う必要があります。リピート品であり、頻繁に製作するため、安定した品質が求められます。
*【溶接のポイント】
*アルミ溶接で変形を少なくするためには、適切な予熱が重要です。十分に予熱を行うことで、低い電流
値での溶接が可能となり、材料への熱影響を抑え、変形を最小限に抑えることができます。特に、仕上が
り寸法が厳密な機械加工品の場合、この予熱工程は非常に重要です。
*【溶接条件】
* 溶接電源:Panasonic YC-300BP4
* 出力電流:交流
* 交流周波数:200Hz
* 電流:200A
* シールドガス:He+Ar
* タングステン:純タン 3.2mm
* 溶加棒:A5356BY 2.4,3.2mm
* 予熱:○
*【作業のコツ】
*ワークサイズにもよりますが、少し熱を加えてやることで低電流での溶接が可能になります。溶接電流を抑えることにより、溶接時の変形を少なくすることができます。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
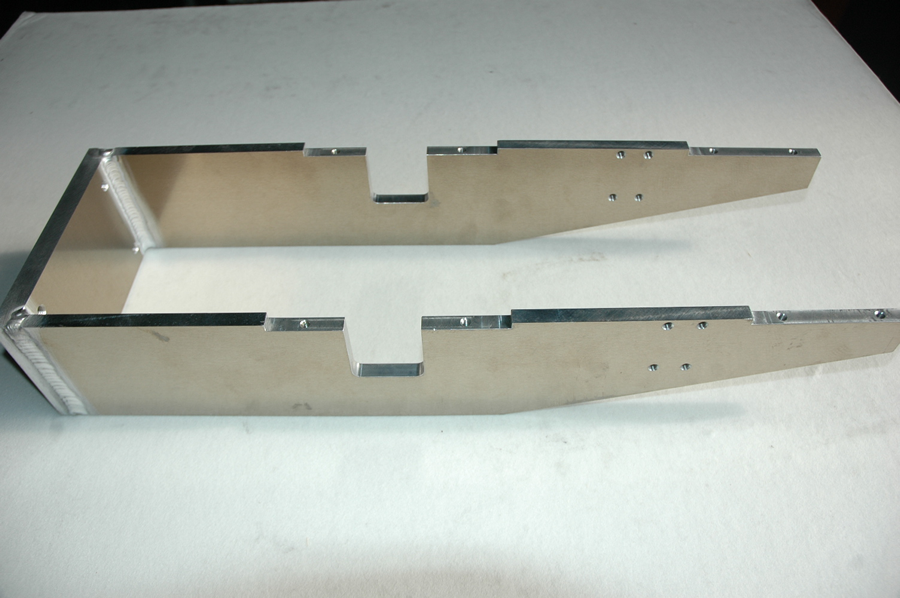
base
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント