
アルミ板金溶接の技術:薄物A6061-T=1.2mm溶接事例
ものづくりだより474号
おはようございます。株式会社上村製作所 上村昌也です。
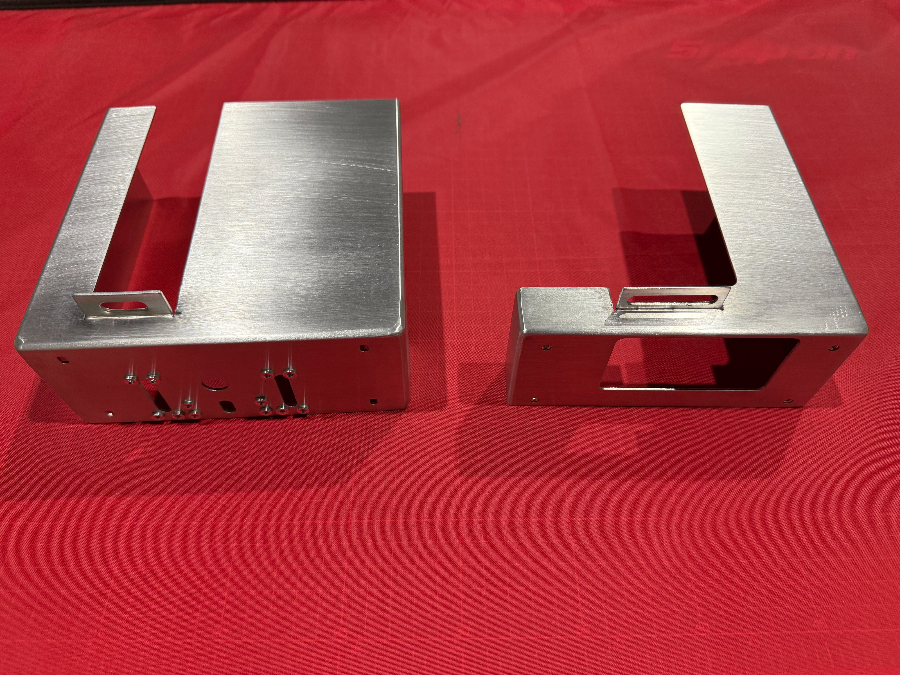
今回は、A6061-T=1.2mmという薄板の板金溶接事例をご紹介します。
薄物板金の溶接は、歪みや割れが発生しやすく、高度な技術が必要です。
特に、溶接ビードカット後のヘアライン仕上げを行う場合、溶接部の完全溶け込みが重要になります。
まず、ベンダーで傷がつかないように丁寧に曲げ加工を行います。 次に、溶接部に溶加棒を
用いてTIG溶接を行います。 溶接部の表面をペーパーサンダーで仕上げるため、
完全溶け込みが必須です。 溶け込みが浅いと、仕上げの際に割れにつながる可能性があるため、
注意が必要です。
適切に溶け込んでいる状態であれば、表面を仕上げても亀裂は発生しません。
よくあるのは、溶接の溶け込みが浅いために、仕上げの段階で溶接部に筋が入ってしまう
ケースです。 これは目視でも確認できる溶接欠陥となります。
最終仕上げは、3Mのスコッチブライトで表面を整え、完了となります。


◎LINE公式アカウントからのお問い合わせ
![]()

Copyright© 2024 Kamimura corporation All rights Reserved
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント