
【アルミ薄板溶接の極意!歪みを抑え高品質に仕上げるプロの技】
ものづくりだより323号
【はじめに*アルミ薄板溶接の難しさと挑戦】
おはようございます。溶接管理技術者の上村昌也です。
アルミ薄板溶接は、その薄さゆえに高い技術と集中力を要する作業です。特に1.0mm厚のアルミ材は、わずかな熱の影響で変形や溶け落ちが発生しやすく、熟練の技術者でも慎重な作業が求められます。今回のブログ記事では、直径φ380、板厚1.0mm、高さ15mmのアルミ薄板溶接における、歪みを最小限に抑え、高品質な仕上がりを実現するための具体的な方法をご紹介します。
【アルミ薄板溶接の難しさ*1.0mm厚の挑戦】
アルミの薄板溶接は、非常にデリケートな作業です。特に1.0mmという薄さの場合、少しの油断が溶け落ちや歪みに繋がり、品質を大きく損なう可能性があります。今回の溶接では、以下の点に特に注意を払いました。
- レーザー加工後のロール巻きにおける変形
- TIG溶接時の適切なパラメータ設定
- 溶接後の歪み取りと仕上げ
【具体的な作業工程とパラメータ設定*プロの技】
- レーザー加工後のロール巻き:直径φ380、板厚1.0mmのアルミプレートをレーザーで精密に加工した後、ロール巻き加工を行いました。この工程では、後の溶接時に歪みが発生しないよう、慎重に作業を進める必要があります。
- TIG溶接:胴巻きを専用のアタッチメントでしっかりと拘束し、タック溶接を行いました。ここで重要なのが、TIG溶接のパラメータ設定です。今回の溶接では、以下のパラメータを設定しました。
- 電源装置:Panasonic YC-300BP4 DC
- 溶接電流:98A
- 溶加棒:A5356BY 1.6mm
- 電極:純タングステン
- シールドガス:Ar
- 交流周波数:200Hz
- 溶接後の歪み取りと仕上げ:溶接後、歪み取り作業を行い、サンダーとスコッチを使用して丁寧に仕上げました。この作業は非常に手間がかかりますが、品質を左右する重要な工程です。
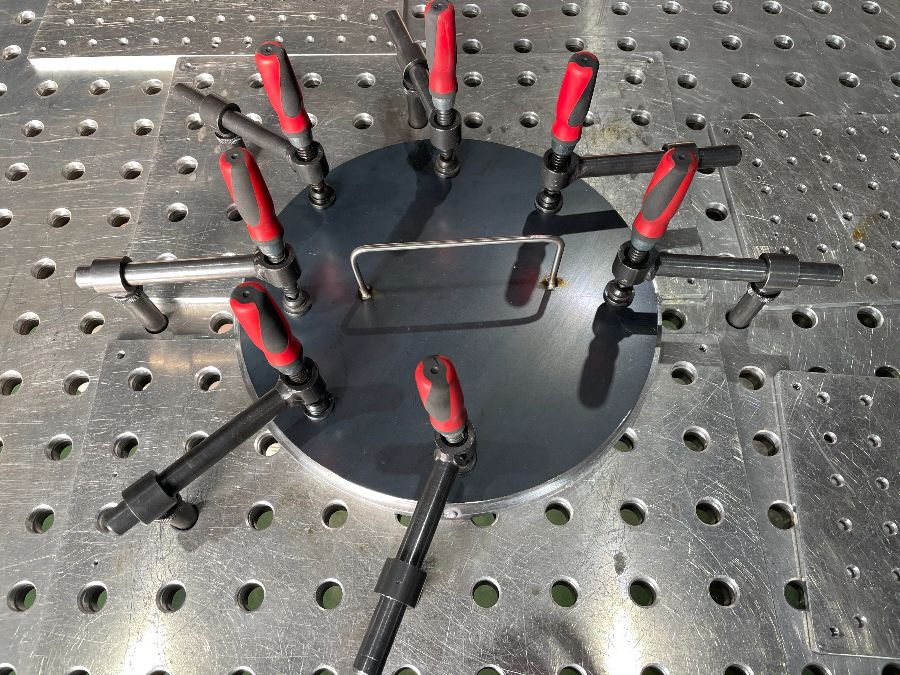
写真1:ロール巻きされたアルミ部材をアタッチメントで固定している様子

写真2:サンダーとスコッチで仕上げました
【薄板アルミ溶接のコツ*溶け落ち・歪み対策】
アルミの1.0mm厚の溶接では、溶け落ちとの戦いです。電流値を上げ過ぎると母材が溶け落ち、低すぎると溶加棒が上手く溶け込みません。適切なタイミングで溶加棒を挿入することが、美しい仕上がりのための重要なコツです。
また、溶接後の仕上げ作業も非常に重要です。サンダーの跡が残りやすいため、丁寧に磨き上げる必要があります。
【まとめ*高品質なアルミ溶接ならお任せください】
今回の溶接を通して、アルミ薄板溶接の難しさと、高品質に仕上げるためのノウハウを改めて実感しました。弊社では、長年の経験と高い技術力で、お客様のニーズに合わせた高品質なアルミ溶接を提供いたします。薄板アルミ溶接でお困りの際は、ぜひ弊社にご相談ください。
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント