
【A5052アルミ溶接】変形抑制と高精度溶接の秘訣
ものづくりだより138号
おはようございます。溶接管理技術者の上村昌也です。
今回は、A5052材を使用したアルミ溶接構造物(ベースフレーム)の製作事例をご紹介します。
製品概要
材料はA5052 T=20mmを使用し、ワークサイズはW=478mm、D=290mm、
H=218mmです。ベース板に削り出しのL型アングルを溶接しています。
製作工程
- 開先加工: 材料に開先加工を施します。
- 位置決め溶接: 板厚方向に溶接し、位置決めを行います。
- 治具拘束: 変形防止のため、治具でワークを拘束します。
- 予熱: 溶接箇所を200℃に予熱します。
- 全周溶接: 全周溶接を行います。
- ビードカット: リブの溶接箇所をビードカットします。
変形対策
背面の削りしろが1mmしかないため、変形しないように治具で拘束しています。
溶接条件はホームページに詳しく掲載しています。
品質管理
変形は1mm以内に収まっており、高品質な製品に仕上がっています。
現在の弊社の技術
2017年の記事公開後、弊社の技術はさらに磨きがかかり、A5052アルミ溶接をはじめとする
多種多様な素材、形状に対応する高度な溶接技術を確立しています。
まとめ
アルミ溶接構造物は、変形対策が重要です。弊社では、長年の経験と確かな技術で、お客様のニーズに
お応えします。アルミ溶接に関するご相談は、お気軽にお問い合わせください。
[お問い合わせはこちら]株式会社上村製作所
[電話番号]075-982-2931
[ホームページURL]https://www.kamimura.co.jp
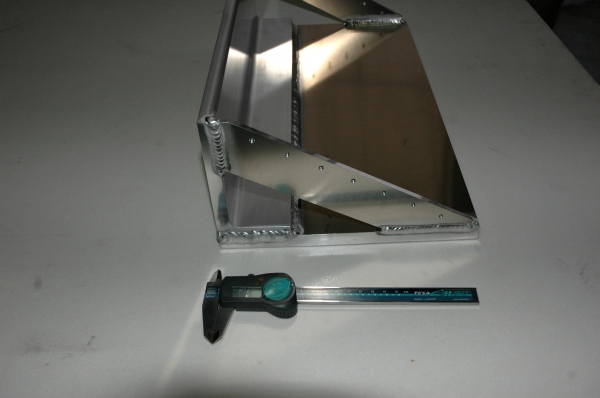
アルミベース板溶接品 上村製作所
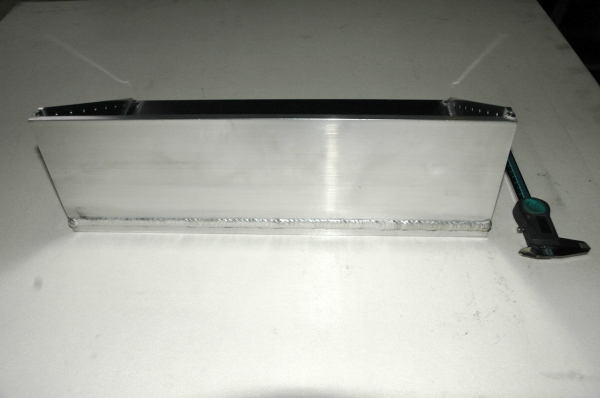
アルミベース板溶接品3 上村製作所
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント