
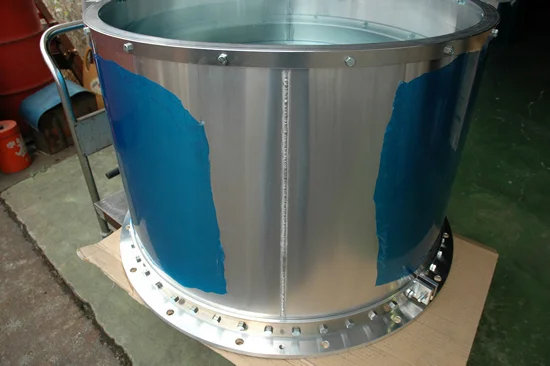
【難易度高】アルミ0.6mm薄板TIG溶接*気密性を実現する職人技
株式会社上村製作所
[電話番号]075-982-2931
[お問合せはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp

このページの内容と合わせて、参考になるおすすめコンテンツ
https://www.kamimura.co.jp/bouenkyou/
◎LINE公式アカウントからのお問い合わせ
![]()


著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント