
【歪みを最小限に】A5052アルミ容器蓋の製作!溶接と歪み取りの技術
ものづくりだより204号
おはようございます。溶接管理技術者の上村昌也です。
【はじめに】
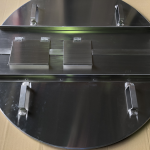
この記事では、A5052材を使用した直径1300mmのアルミ製容器蓋の製作事例を紹介します。
この蓋はリピート品であり、前回製作時と同様に、蓋内部に残液を防止するため、外周を内側から
全周溶接しています。今回は、溶接変形を最小限に抑えるための工夫について詳しく解説します。
*【溶接変形を抑える工夫】
*アルミ溶接では、熱による変形が発生しやすいという課題があります。そこで今回は、前回製作時より
も溶接変形を少なくするために、パルス周波数を上げて溶接速度を速め、入熱を抑えることにしました。
具体的には、溶接パラメータを変更することで、溶接速度を上げ、熱影響を最小限に抑えました。
*【歪み取り作業】
*溶接変形を抑制する工夫を施しましたが、完全に変形を防ぐことはできませんでした。そこで、ハンマ
ーと当て板を使用して、残った歪みを丁寧に修正しました。この歪み取り作業では、製品に傷をつけない
よう、細心の注意を払いました。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp

A5052-OD1300-02
このページの内容と合わせて、参考になるおすすめコンテンツ


◎LINE公式アカウントからのお問い合わせ


著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント