
アルミフレームの製作事例:高品質溶接技術が支えるものづくり
ものづくりだより264号
おはようございます。溶接管理技術者の上村昌也です。
【はじめに】
- 今回は、アルミフレームの製作事例を通して、弊社の高品質な板金加工と溶接技術をご紹介します。
BtoB・BtoC問わず、アルミフレームの製作を検討されている皆様に、信頼できる業者選びの参考となる情報をお届けします。
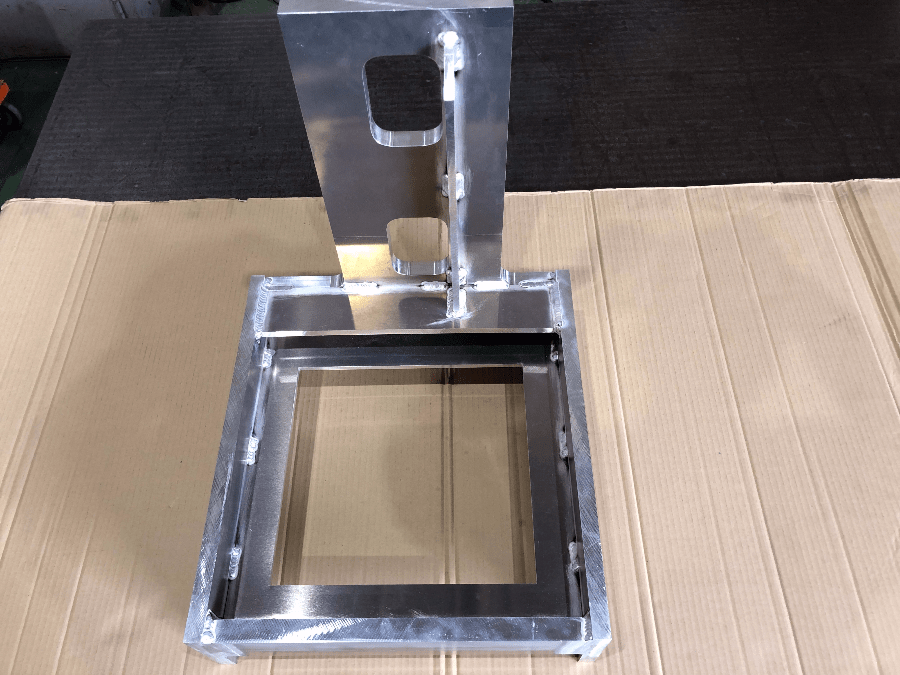
【製作事例の詳細】
- 依頼内容:機械加工業者様からのご依頼で、アルミプレートを組み合わせたフレームの製作
- 材料:A5052 t=30mm
- サイズ:450×350×650mm
- ポイント:削り代を最小限に抑えるため、材料の厚みを選定
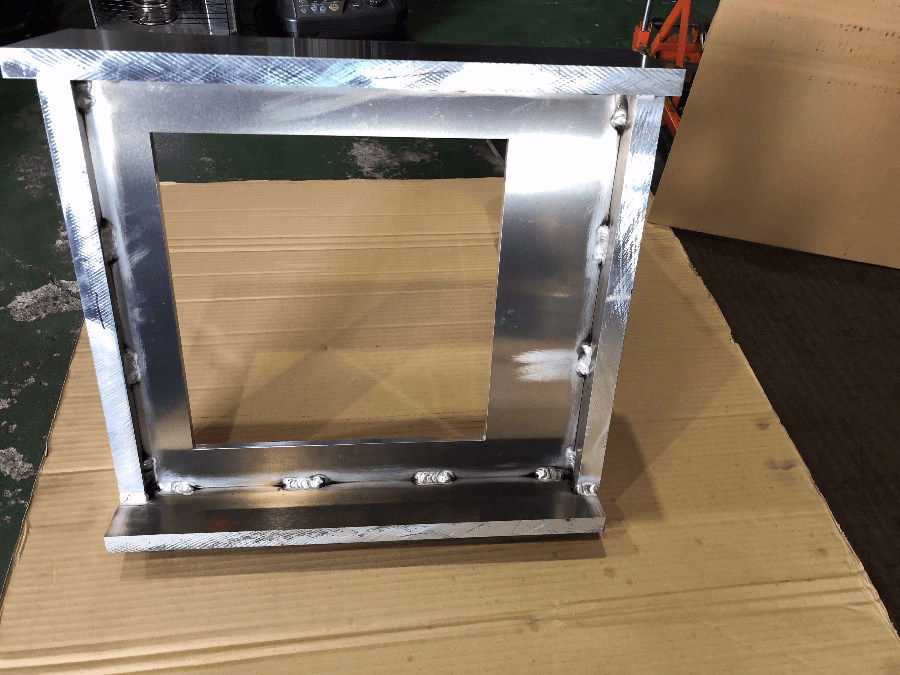
【溶接技術のポイント】
- 溶接機:Panasonic YC-300BP4交流
- 溶接電流:220A
- 交流周波数:200Hz
- 溶加棒:A5356BY φ2.4,3.2
- 電極:純タングステン φ3.2
- シールドガス:He-Ar
- 予熱:200℃
- ポイント:材質と用途に合わせた最適な溶接条件を設定
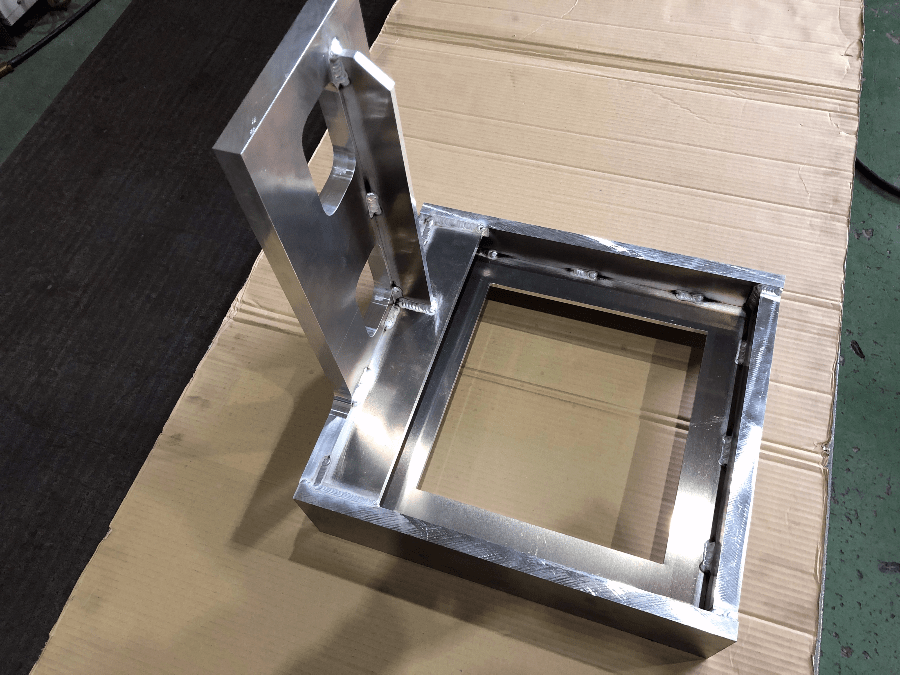
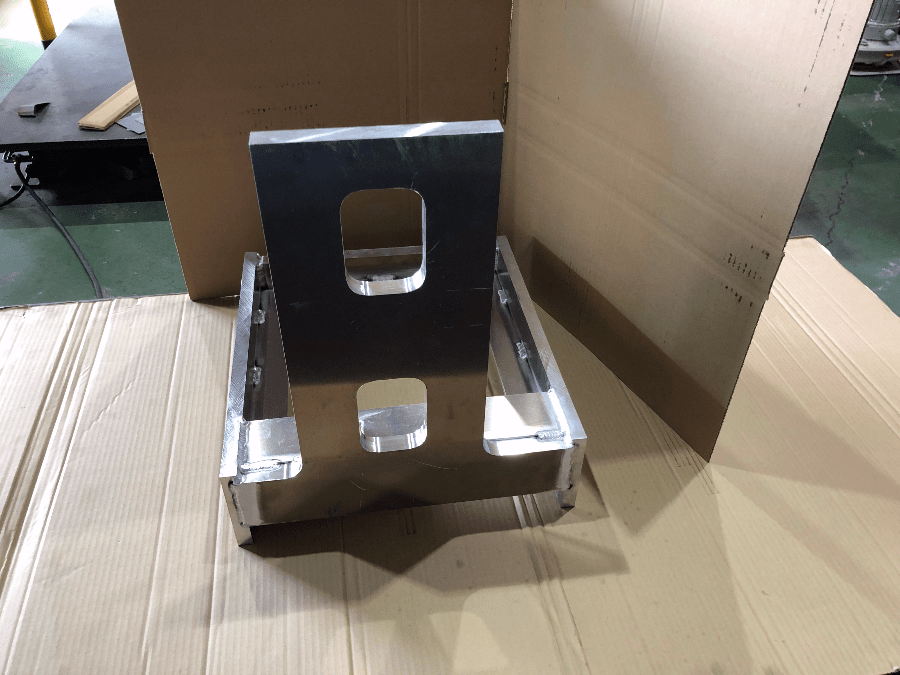
【製作上の課題と解決策】
- 課題1:リブ部分の角変形と直角出しの困難さ
- 解決策:溶接テーブルとジグを使用し、変形を抑制
- 課題2:ジグ固定によるTigトーチのアクセス制限と溶接姿勢の制約
- 解決策:熟練の技術で対応
- 結果:角変形を最小限に抑え、ほぼ直角の高品質な仕上がりを実現
【高品質なアルミフレーム製作の重要性】
- アルミフレームは、軽量かつ高強度で、多様な産業分野で活躍
- 高品質な製作には、材料選定、溶接技術、品質管理が不可欠
- 本事例は、熟練技術と経験が高品質な製品を生む証
【まとめ】
- 本記事では、アルミフレームの製作事例を通して、弊社の技術力をご紹介しました。
- アルミフレーム製作をご検討の際は、ぜひお気軽にご相談ください。
株式会社上村製作所
[電話番号]075-982-2931
[お問合せはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
アルミの基礎知識
https://www.aluminum.or.jp/basic/
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント