
【A5052厚板溶接】歪み抑制と高精度加工のコツ
ものづくりだより135号
おはようございます。溶接管理技術者の上村昌也です。
今回は、A5052材を使用した板厚t=60mmの厚板溶接のコツをご紹介します。
製品概要
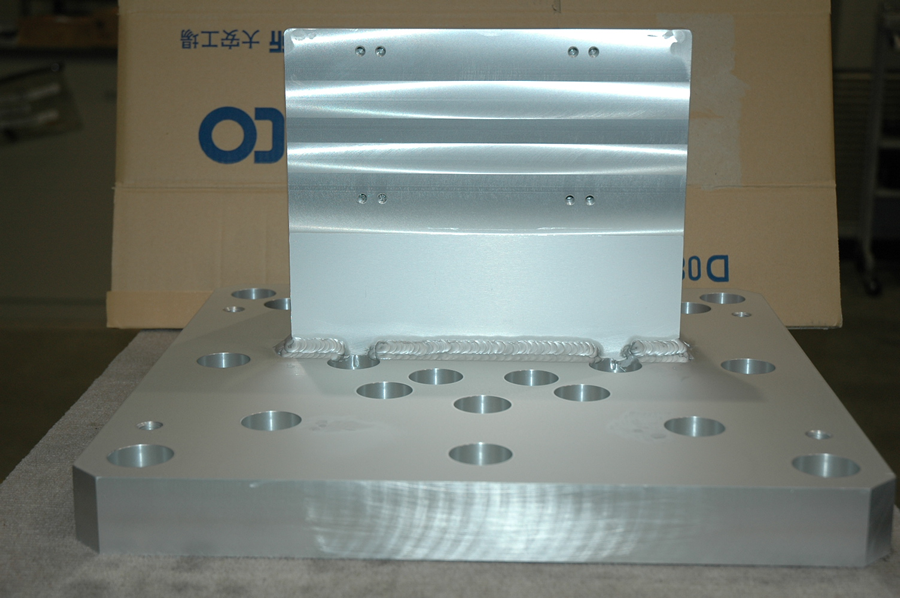
製品サイズはW=550mm、D=500mm、H=250mmです。
溶接手順
- 機械加工: ベース板を機械加工後、垂直に板を立て、板厚方向に溶接します。
- リブ取り付け: 補強用リブ板を取り付け、反対側にも捨てリブを溶接します。
- 予熱: 200℃で予熱を行います。
- 多層盛溶接: 全周脚長20mmのため、3層盛溶接を行います。
- 機械加工: 変形防止用リブを取り外し、機械加工で面出しを行います。
- アルマイト処理: アルマイト処理を施します。
溶接条件
- 溶接機: Panasonic YC-500WX
- 交流電流: 380A
- 交流周波数: 70Hz
- シールドガス: Ar+He
- タングステン: 純タングステン4.8mm
- 溶加棒: 4.0mm
- 予熱温度: 200℃
溶接のコツ
- 予熱: 厚板溶接では、十分な予熱が歪み抑制に繋がります。今回は特に時間をかけて予熱を
行いました。 - 多層盛溶接: 厚板の場合、一度に溶接せず、複数回に分けて溶接することで、歪みを抑制できます。
- 治具: 変形防止のために、適切な治具を使用することが重要です。
まとめ
厚板アルミ溶接は、歪みとの戦いです。今回は、十分な予熱と多層盛溶接により、歪みを最小限に抑え、
高精度な製品を製作することができました。
【拙速は巧遅に勝る】という言葉の通り、不安要素があっても、まずは行動に移すことが大切だと改め
て感じました。
完成品は、溶接後の垂直プレートと底板の直角度が0.1mm以内に収まっており、高品質な仕上がりと
なっています。
弊社では、このような厚板加工にも対応可能ですので、お気軽にご相談ください。
現在の弊社の技術
2017年の記事公開後、弊社の技術はさらに磨きがかかり、A5052厚板溶接をはじめとする多種多様
な素材、形状に対応する高度な溶接技術を確立しています。
まとめ
アルミ厚板溶接に関するご相談は、お気軽にお問い合わせください。
[お問い合わせはこちら]株式会社上村製作所
[電話番号]075-982-2931
[ホームページURL][https://www.kamimura.co.jp]
アルミ厚物溶接品 上村製作所
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント