
【MAG溶接】スパッタ激減!アルゴン+CO2混合ガスの効果と活用法
おはようございます。溶接管理技術者の上村昌也です。
アーク溶接用シールドガス(MAG)”アルゴン+Co2”
についてのお話です。先ずはセミナーの資料をご紹介します。
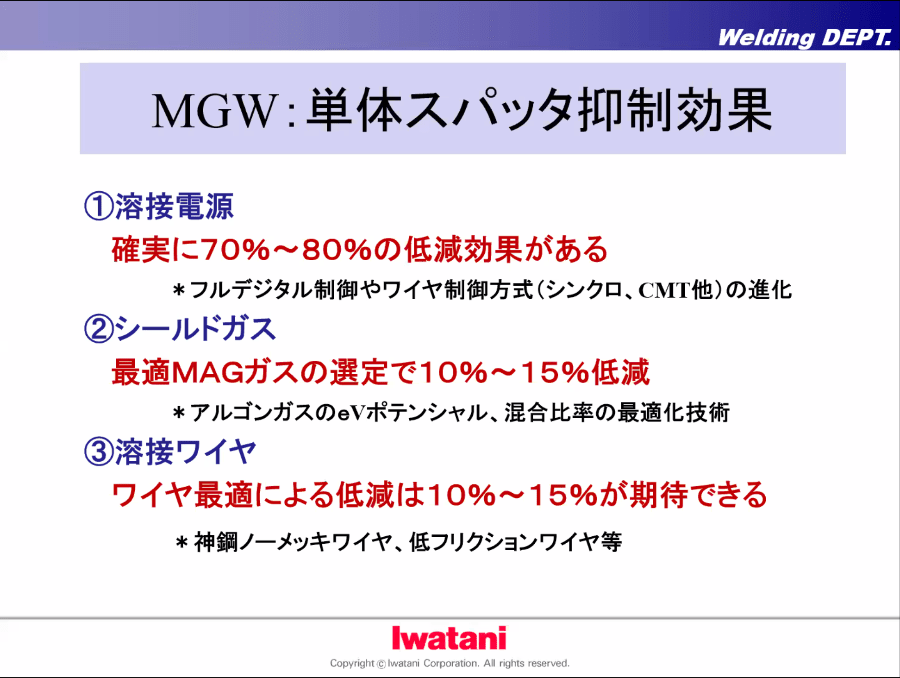
今回は、MAG溶接におけるシールドガス「アルゴン+CO2混合ガス」についてご紹介します。
【アルゴン+CO2混合ガスとは?】
不活性ガスのアルゴンガスに、炭酸ガスを20%混合したシールドガスです。
【用途】 主にCO2溶接時のスパッタ現象を低減するために使用されます。建機や大型構造物など、
スパッタ除去に時間がかかる現場で効果を発揮します。 デジタル溶接機や専用ワイヤーとの組み合わせ
で、生産性向上も期待できます。 また、亜鉛メッキ鋼板にはアルゴン+CO2+O2混合ガスを使用するこ
とで、ピットやブローホールの発生を抑制できます。
【特徴】
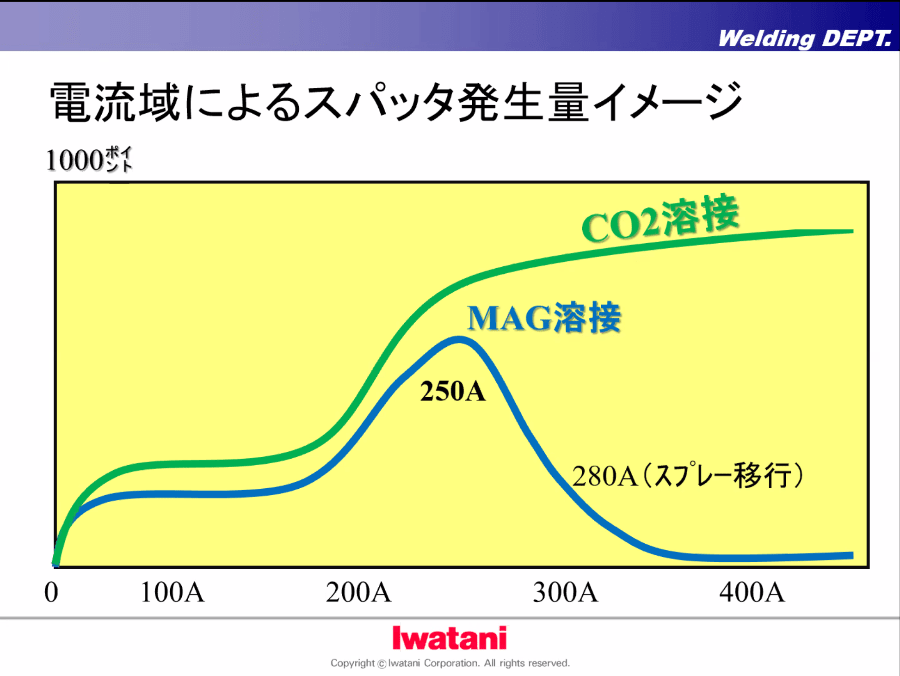
* 全域でスパッタが減少し、溶接ビードが平坦になる
* 高電流域ではスプレー移行となり、スパッタがさらに減少する
* 混合ガス専用のワイヤーが必要
* 厚板溶接にも使用可能
【使用上の注意点】 混合ガスとCO2ガスでは、それぞれに適したワイヤーを選定する必要があります。
炭酸ガス用ワイヤーを混合ガスで使用する場合は、電圧をやや低めに設定します。 混合ガス用ワイヤー
を炭酸ガスで使用する場合は、電圧をやや高めに設定します。 これらの情報は、大同特殊鋼発行のガイ
ドブックにも記載されています。
【現在の弊社のMAG溶接】
8年前の記事から更に技術が向上し、アルゴン+CO2混合ガスを活用した高品質なMAG溶接を提供して
います。
【まとめ】
アルゴン+CO2混合ガスは、スパッタ低減と高品質溶接を実現する有効な手段です。MAG溶接に関する
ご相談は、お気軽にお問い合わせください。 お問い合わせはこちら
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
イワタニガス シールドマスターシリーズ のご紹介
http://www.iwatani.co.jp/jpn/div/ing_mac/ing_wem/welding/products/sepro.html
混合ガス
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント