
【厚板アルミ溶接は予熱が鍵!プロが解説するA5052溶接の成功秘訣】
ものづくりだより22号
【はじめに】
みなさん、こんにちは。溶接管理技術者の上村昌也です。今回は、厚板A5052のアルミ溶接における予熱の重要性と、高品質な溶接を実現するための具体的な方法について解説します。厚みのあるアルミ材の溶接は、適切な予熱と温度管理が不可欠です。この記事では、プロの視点から、厚板アルミ溶接の成功の秘訣を詳しく解説していきます。この記事を読んで頂く事で、高品質なアルミ溶接をするための重要なポイントを理解する事が出来ます。
【材料と溶接条件】
今回の溶接で使用した材料と条件は以下の通りです。
- 材料:A5052 直径320mm 厚み55mm
- 接合材料:A5052 直径450mm 厚み20mm
- 溶接方法:TIG交流溶接
- 溶接機:パナソニックYC-500WX
- 溶接電流:320A
- タングステン:4mm
- シールドガス:Ar+He
- 溶加棒:4mm
【予熱の重要性:なぜA5052は予熱が必要なのか?】
厚板アルミ溶接では、適切な予熱が不可欠です。JISハンドブックによれば、アルミ材の予熱は一般的に250℃以下とされていますが、材料の種類によって加熱限界温度が異なります。A5052の場合、加熱加工は250℃、加熱急冷は300℃が目安となります。予熱が不十分だと、溶接部に割れや変形が生じるリスクが高まります。特に、厚板の場合は温度が不均一になりやすく、その結果、溶接後の品質に大きな影響を与える可能性があります。
【予熱の方法:均一な加熱が品質を左右する】
今回の溶接では、ターンテーブルに材料を載せ、均一に加熱しました。適切な温度まで上げるには時間がかかりますが、温度変化を最小限に抑えることで、高品質な溶接を実現できます。温度計を使用し、材料全体の温度を均一に保つことが重要です。部分的な加熱は避け、全体をゆっくりと均等に温めることがポイントです。
【溶接のポイント:プロの技術で高品質を実現】
高品質な溶接を行うためのポイントは以下の通りです。
- 溶接電流は低めに設定し、アンダーカットやビードの乱れを防ぐ。
- 材料の加熱限界温度を超えないように注意する。
- 溶接作業中は常に温度を監視し、必要に応じて調整を行う。
- 溶接速度を一定に保ち、均一な溶け込みを確保する。
- 溶接後の冷却も緩やかに行い、残留応力を低減する。
【現在の弊社のアルミ溶接:7年の技術進化】
7年前の記事から更に技術が向上し、予熱温度の管理や溶接条件の最適化により、より高品質なアルミ溶接が可能となりました。過去の経験を活かし、お客様のニーズに合わせた最適な溶接を提供しています。特に、近年の技術革新により、以前は困難だった複雑な形状や厚板の溶接も高品質で対応可能になりました。
【まとめ】
厚板アルミ溶接では、適切な予熱と温度管理が重要です。材料の種類や厚みに応じて、最適な予熱温度と溶接条件を設定することで、高品質な溶接を実現できます。アルミ溶接に関するご相談は、お気軽にお問い合わせください。弊社の技術と経験で、お客様の製品開発を強力にサポートいたします。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
一般社団法人 軽金属溶接協会のホームページ
http://www.jlwa.or.jp/faq/50.html
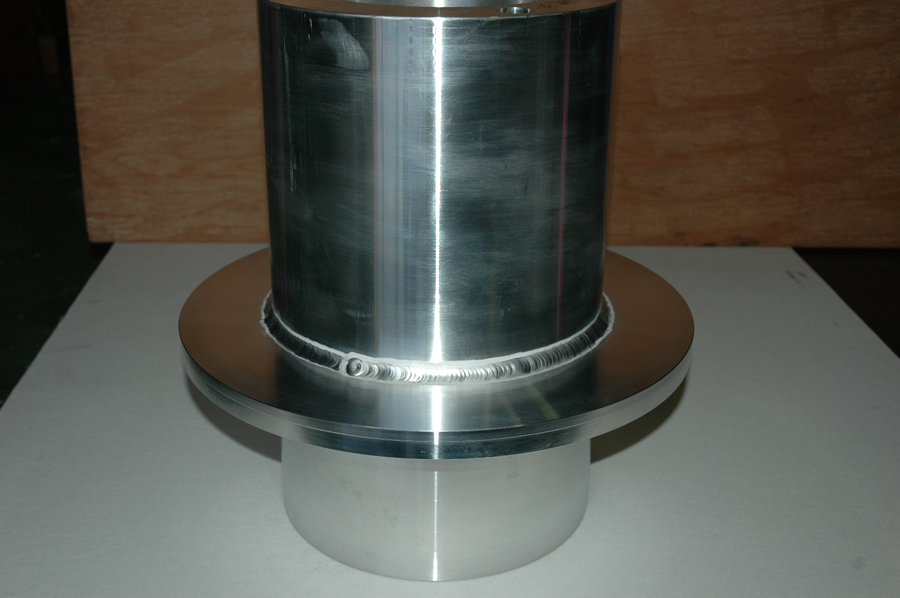
写真の製品は、この記事で解説している厚板A5052アルミ溶接の具体的な事例です。直径320mm、厚み55mmのA5052材と直径450mm、厚み20mmのA5052材を、TIG交流溶接を用いて接合しています。ご覧いただけるように、溶接部は非常に美しく、高品質な仕上がりとなっています。これは、適切な予熱と温度管理、そして熟練した溶接技術によるものです。厚板アルミ溶接では、材料全体の温度を均一に保ち、溶接電流や速度を適切に管理することが重要です。弊社の高度な技術により、このような複雑な形状や厚板の溶接も高品質で実現可能です。
【A5052厚板溶接】歪み抑制と高精度加工のコツ
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント