
「薄板アルミトランクケース製作の舞台裏*精密板金技術が光るR曲げと気密溶接」
ものづくりだより252号
おはようございます。溶接管理技術者の上村昌也です。
今回は、薄物のアルミトランクケースの製作事例をご紹介します。
「薄板金属加工、特にアルミケース製作でお困りではありませんか?」 私たちの技術でお客様の課題を解決します。
今回の記事では、アルミトランクケースがどのように作られているのか、その工程を詳しく解説していきます。
【製作事例紹介*薄板アルミトランクケース】
今回、使用した材料はA5052 板厚1.6mmです。 サイズはW=550 D=380 H=250で、側面と底の部分がR形状になっているのが特徴です。
まずは、定尺材からレーザーにてカットし、リベットカシメのための皿加工やタップ穴加工を行います。 一通り加工が終われば、曲げ加工に移りま
す。 今回のケースはRが大きいため、寸法を出すのが非常に困難でした。 試作を何度も繰り返し、検証を行った結果、最適な寸法値を算出することが
出来ました。
【溶接技術の要*気密性を高める完全溶け込み溶接】
溶接は、完全溶け込み(裏波)になるように慎重に進めていきます。 薄板は特に歪みが出やすいので、拘束治具などを用いて工夫し、最小限に抑えま
す。 溶接パラメータは、
電源装置:Panasonic YC-300BP4 交流
溶接電流:100A
交流周波数:200Hz
溶加棒:A5356BY φ2.4,3.2
電極:純タングステン
シールドガス:Arです。
薄板で角部がR30と大きいため、寸法公差を出すのが難しい事に加え、溶接による変形を抑える事に苦労しました。 写真では写っていませんが、
突き合わせ部分は気密完全溶け込みで、グラインダー仕上げによる強度などの心配はありません。
【品質へのこだわり*精度と強度を両立する仕上げ】
本品は上下に重なり合い、気密性が求められます。 そのため、ねじれやガタつきは許されません。 よって、曲げ及び溶接後の精度が厳しく要求されま
す。 内部の円周上には同形状のリブがあり、外観は変わった形状の補強がリベットにてカシメられており、手間のかかる作業でした。
【大型ケース製作の挑戦*さらなる高難度への挑戦】
下の画像は、サイズがかなり大きくなりW=1380 D=380 H=150のケースです。 外観及び内部構造はほとんど変わりませんが、難易度はかなり上が
りました。
【完成と次工程*表面処理へのバトン】
加工上の傷を軽くスコッチなどで仕上げて完成です。 次工程は表面処理で塗装となります。
【まとめ】
今回のアルミトランクケース製作では、薄板金属加工におけるR曲げと溶接の難しさを改めて実感しました。 しかし、試作を重ね、最適な加工方法を
見つけることで、高品質な製品をお客様に提供することができました。 板金加工、溶接に関するご相談は、お気軽にお問い合わせください。
お客様のニーズに合わせた最適なソリューションを提供いたします。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
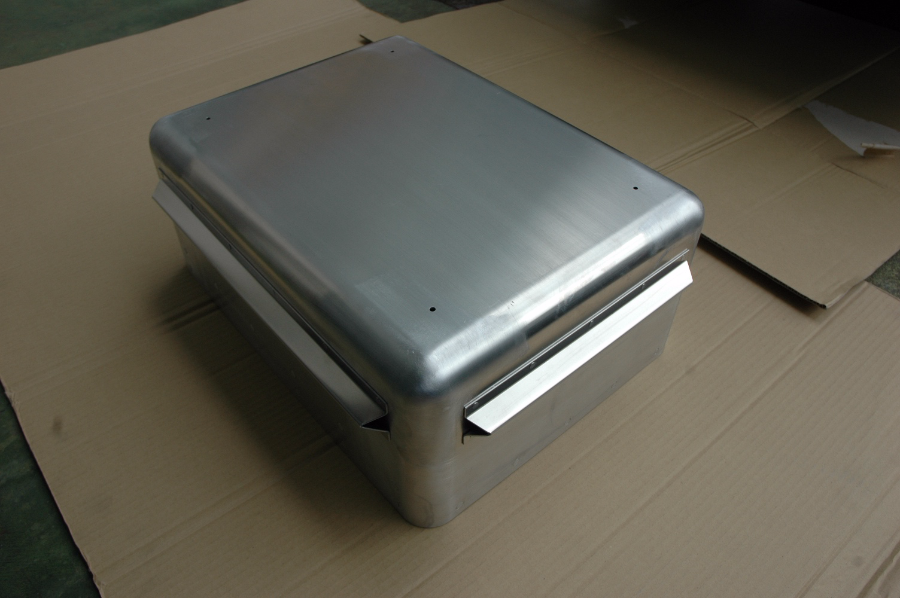
アルミトランクケースt=1.6mm
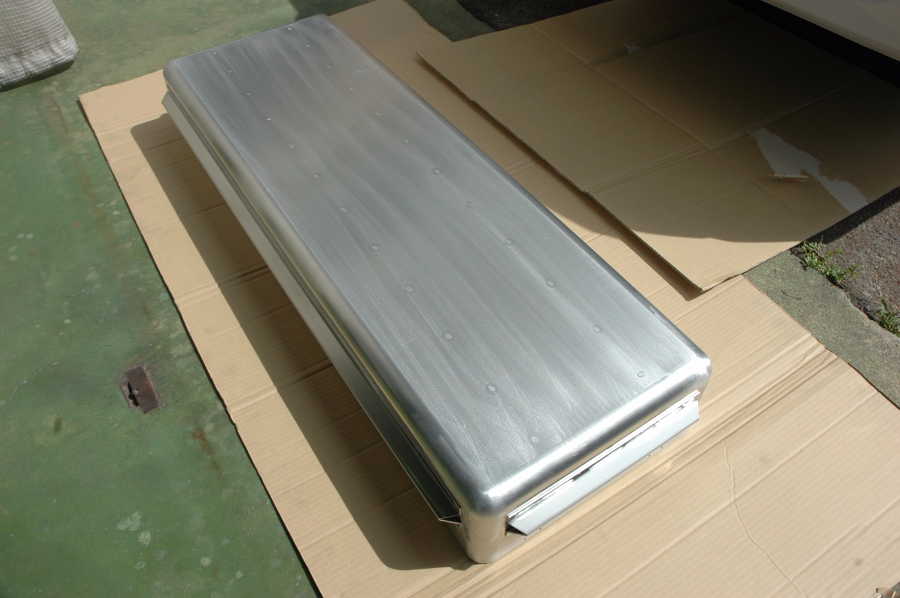
アルミトランクケース大型1

アルミトランクケース大型2

アルミトランクケース大型3

アルミトランクケース大型4
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント