
【異材溶接】砲金と鋼のTIG溶接 – 異種金属接合のノウハウ
ものづくりだより407号
おはようございます。溶接管理技術者の上村昌也です。
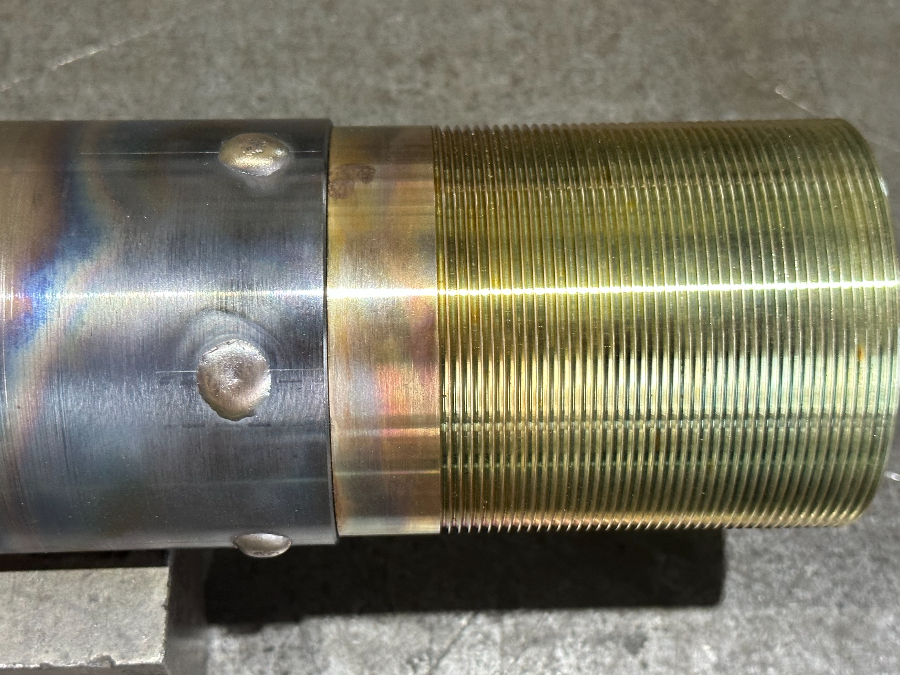
今回は、砲金と鋼のTIG溶接についてご紹介します。
余談ですが砲金は英語で「gunmetal」というのですね。
恥ずかしながら、知りませんでした。
それでは本題です。まずは、砲金を250℃まで予熱します。
これは、局所的に大電流を流さないように、予め全体を温めておくためです。
大電流を流すとブローホールが発生し、溶接欠陥となるため、低い電流で作業を行うのがコツです。
また、溶接後は組織が粗大化し、割れの原因にもなります。 そのため、溶接後には
ハンマーピーニングを行うことで結晶粒を微細化し、溶接部の強度を上げることが重要です。
今回の溶接のポイントは以下の通りです。
- 溶接部の清浄化
- 予熱250℃の実施
- 電流値を低めに設定
- 溶加棒はニッコー熔材 NCP-Rを使用
今回も最後までお読みいただき、ありがとうございました。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
日本溶接協会溶接情報センターさんのサイト
http://www-it.jwes.or.jp/qa/details.jsp?pg_no=0050020950

◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント