
【溶接技術】アルミMIG溶接の活用事例|TIG溶接からの切り替えも提案|上村製作所
ものづくりだより456号
おはようございます。溶接管理技術者の上村昌也です。
昨年度より、アルミMIG溶接(以下MIG溶接)に関するお問い合わせが増えており、
様々なご提案をさせていただいております。 その中で、現在TIG溶接で接合している
案件について、MIG溶接への切り替えをご提案したところ、複数の企業様から
「MIG溶接でも問題ない」というご回答をいただきました。
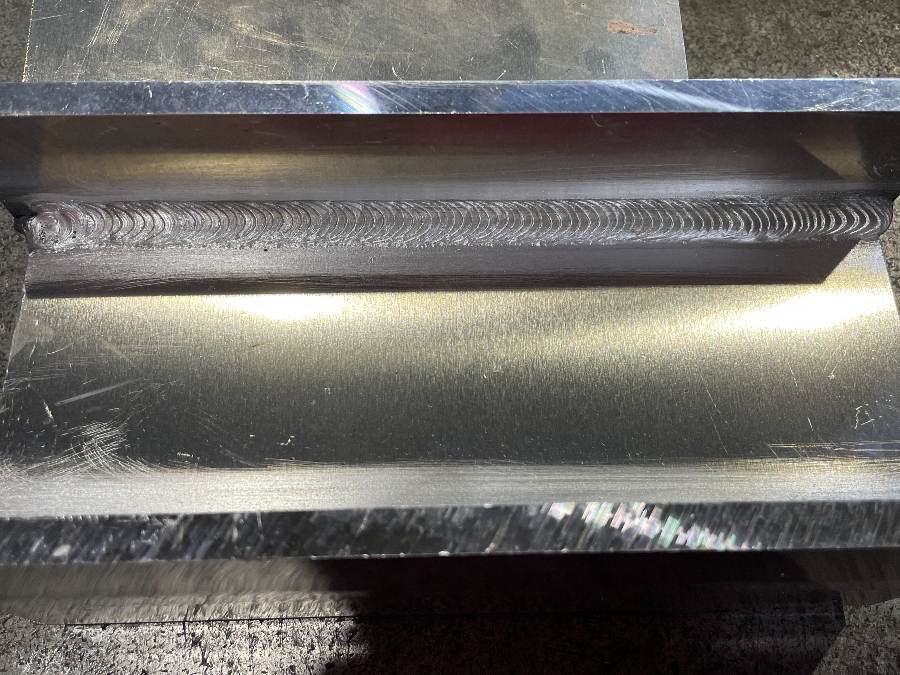
MIG溶接は、TIG溶接に比べて外観が若干劣るものの、CMT溶接機を使用することで、
ビードも綺麗に仕上がり、溶接による熱影響も少ないため、低入熱溶接が可能です。
そのため、歪みを抑えられ、比較的精度の高い製品を製作することができます。
MIG溶接の長所と短所を以下にまとめました。
長所
- 溶接速度が速いため、低入熱溶接が可能で歪みが少ない
- 溶け込みが良い
- 生産性が向上する
短所
- 設備がTIG溶接に比べて高価
- ビードが粗い
- ブローホールが発生しやすい
- スタート時の溶け込みが浅い
- 5000系ワイヤーでスマットが発生する
上記のように、MIG溶接には長所と短所がありますが、お客様のご要望をしっかりと
ヒアリングし、MIG溶接とTIG溶接を使い分けることで、最適な溶接方法を
ご提案させていただきます。
参考
MIG溶接
コメント