
【薄板溶接はパルスで解決!プロが教えるTIG溶接の秘訣】
ものづくりだより169号
おはようございます。溶接管理技術者の上村昌也です。
今回は、【パルスTIG溶接】の活用法についてご紹介します。薄板溶接に欠かせない技術を、
ぜひ最後までお読みください。
【材料と溶接法】
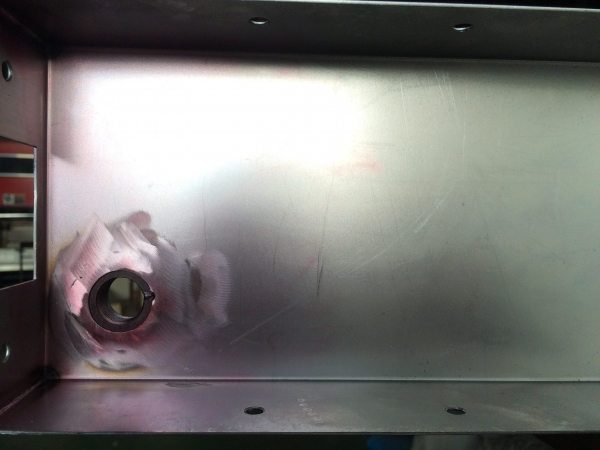
- 材料:SPCC 1.2mm、15A ハーフテーパーソケット
- 溶接法:TIG溶接(パルス使用)
- 課題:板金とソケットの厚みが大きく異なるため、通常の溶接では薄い板金が溶け落ちやすい
【パルスTIG溶接のポイント】
- 【パルス周波数の設定】:
- 今回は50Hzに設定。周波数を高めに設定することで、溶加棒の挿入がスムーズになります。
- 周波数を間違えると、溶加棒の挿入が困難になります。
- 【電流値の設定】:
- パルス電流とベース電流の割合を1/3を目安に設定します。
- 【デジタル溶接電源の活用】:
- 正確な設定とメモリー機能により、類似ケースへの応用が容易になります。
- パルス周波数やパルス幅などを細かく設定できます。
【パルスTIG溶接のメリット】
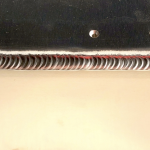
- 薄板溶接でも溶け落ちを防ぎ、綺麗な仕上がりを実現
- 溶加棒の挿入がスムーズになり、作業効率が向上
- デジタル制御により、細かな設定が可能
【作業事例】
- SPCC 1.2mmに15Aハーフテーパーソケットを取り付ける作業で、パルスTIG溶接を活用しました。
- 板厚差が大きい溶接でも、パルスを使うことで容易に溶接できました。
【お客様へのメッセージ】
薄板溶接でお困りの方は、ぜひパルスTIG溶接をお試しください。弊社では、お客様のニーズに
合わせた最適な溶接条件をご提案いたします。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
パルス溶接

パルス溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント