
【S45C溶接で高品質を叶える!プロが教える割れを防ぐ重要ポイント】
ものづくりだより340号
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。S45C溶接は、適切な知識と技術があれば、高品質な溶接が可能です。しかし、残念ながら、予熱や直後熱を怠ったり、不適切な溶加棒を選んだりすることで、溶接部に割れが発生してしまうケースも少なくありません。今回は、S45C溶接で失敗しないために、原理原則に基づいた高品質な溶接を実現するための重要なポイントを解説します。
【S45Cとは?】
S45Cは、機械構造用炭素鋼鋼材の一種で、強度と靭性のバランスに優れています。しかし、炭素含有量が比較的多いため、溶接時の冷却速度が速すぎると割れが発生しやすいという特性があります。そのため、S45Cの溶接には、特別な注意が必要です。
【S45C溶接における予熱・直後熱の重要性】
S45Cの溶接において、予熱・直後熱は割れを防ぎ、強度を確保するために非常に重要な工程です。
- 予熱:溶接前に母材を適切な温度まで加熱することで、溶接部の冷却速度を緩やかにし、割れのリスクを低減します。特にS45Cは予熱が重要です。
- 直後熱:溶接後、すぐに適切な温度で保持することで、溶接部の残留応力を緩和し、割れの発生を防ぎます。

直後熱処理後の製品
【適切な溶加棒の選定】
S45Cの溶接には、溶接部の強度に応じて適切な溶加棒を選定する必要があります。強度が必要な場合には、TG-S80AMを使用することをお勧めします。溶接する材料によって適切な溶加棒を選ぶことが重要です。
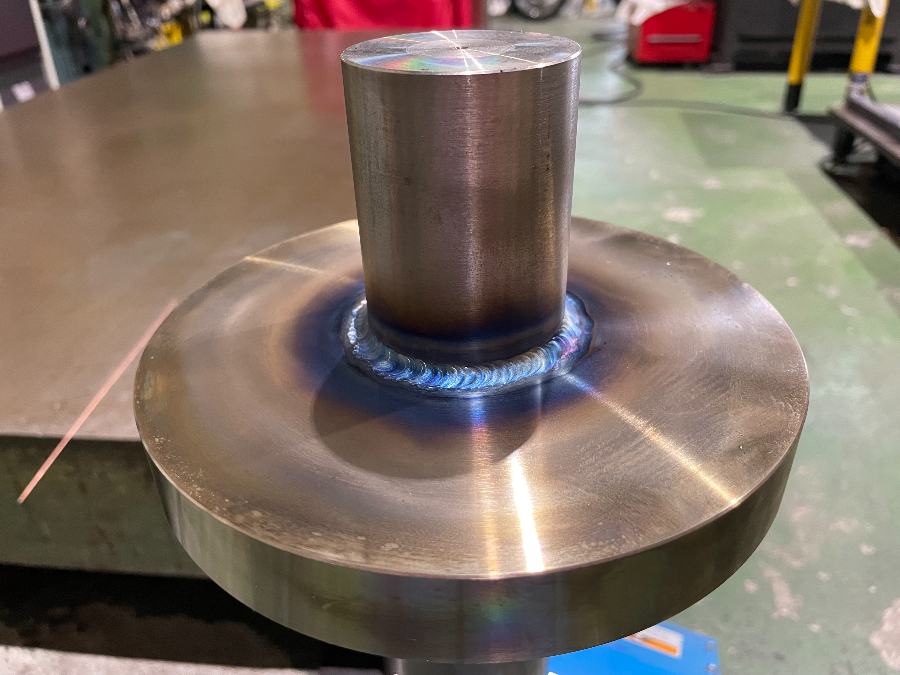
【今回の溶接事例】
- 使用材料:S45C φ95 φ188 厚み20mm 長さ458mm
- 溶接方法:TIG溶接
- 溶接条件
- 電源装置:Panasonic YC-300BP4
- 溶接電流:DC180A
- 溶加棒:TG-S80AM 1.6mm
- 電極:レアアースタングステン
- シールドガス:Ar
- 予熱:150〜200℃
- 直後熱:250〜300℃

完成しました
【まとめ】 S45C溶接では、予熱・直後熱を適切に行うことで、割れを防ぎ、高品質な溶接を実現できます。また、溶接部の強度に応じて適切な溶加棒を選定することも重要です。これらのポイントをしっかりと守ることで、S45C溶接で失敗するリスクを大幅に減らすことができます。上村製作所では、S45Cをはじめとする様々な材料の精密板金加工に対応しております。溶接に関するご相談も承っておりますので、お気軽にお問い合わせください。
参考
https://shinkokiki.co.jp/wp-content/uploads/2019/10/welding-176.pdf

株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp

冷却中
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
はじめまして。投稿から日にちが経ってますが、記事を閲覧させていただきました。
そこで、教えて頂きたいのですが、この45c溶接後の徐冷は、何か不燃布など保温で使われとのでしょうか
弊社同じような製品の溶接加工依頼を受け、初めてなので色々と調べていまして、溶接後に石綿で包むとか、石灰に入れるとか
保温材を被せるとか様々な事を聞くのですが、実際どうなのかと疑問でして。差支えない程度で教えて頂けたら幸いです
仕様が要求されていないので物で、大気による冷却で特に何もしていません。