
【プロが解説】S45C溶接で割れを防ぐ!高品質溶接の必須技術
ものづくりだより244号
おはようございます。溶接管理技術者の上村昌也です。
【S45C溶接の基礎知識】
S45Cとは、機械構造用炭素鋼の一種であり、その強度と硬度を兼ね備えた特性から、機械部品や金型など幅広い分野で使用されています。
しかし、炭素含有量が多いため、割れが発生しやすいという難点があります。特に厚物の場合、内部応力が大きくなり、割れのリスクはさらに
高まります。例えば、厚さ100mmを超えるようなS45C鋼板を溶接する場合、事前の適切な対策を講じなければ、溶接後に亀裂が生じる可能性が
高くなります。
【S45C溶接*割れを防ぐための重要ポイント】
S45C溶接で割れを防ぐためには、いくつかの重要なポイントがあります。
まず、【予熱】として、溶接前に母材を200℃程度に予熱することで、溶接後の急激な温度低下を防ぎ、割れのリスクを低減することができます。
予熱は、例えばガスバーナーなどを用いて母材全体を均一に加熱し、温度計で確認しながら行うことが重要です。
次に、【低温入熱】として、TIG溶接とパルス制御により、入熱を最小限に抑え、母材への熱影響を低減します。例えば、厚板の溶接において、通常の
溶接方法では過剰な熱が加わり割れが発生しやすいですが、パルスTIG溶接を用いることで、熱影響を抑えつつ、必要な溶け込みを確保できます。
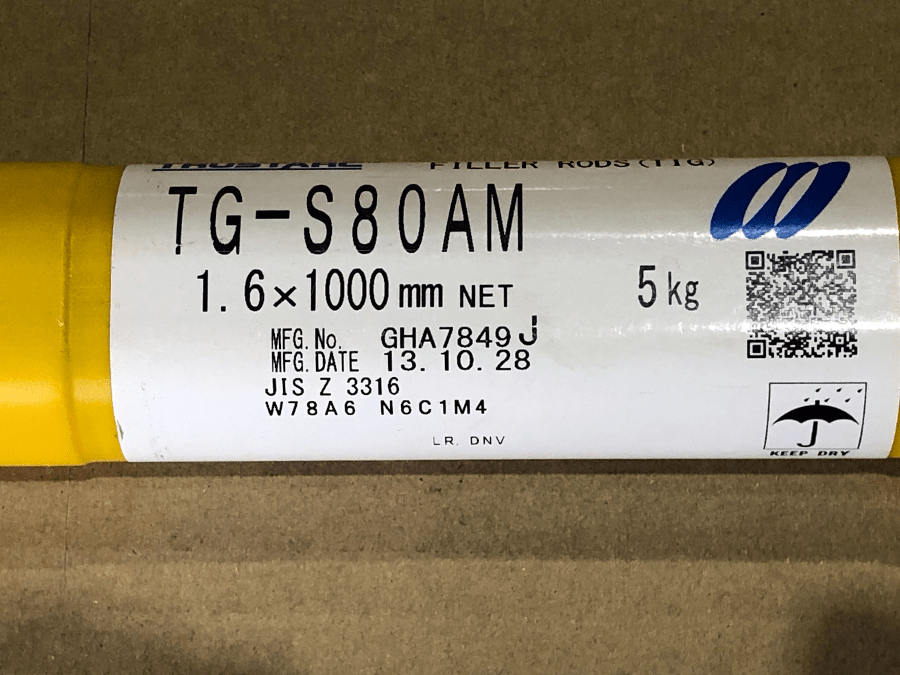
さらに、【溶加棒の選定】も重要です。神戸製鋼TG-S80AMなど、S45Cの溶接に適した溶加棒を選定し、材料の特性と使用条件に合わせて適切な
溶加棒を選択します。例えば、強度が必要な場合にはTG-S80AMを、比較的強度が不要な場合にはTG-S50を選択するといった判断が必要です。
【事例紹介】Φ255厚物S45C溶接の成功事例
実際に、直径Φ255、厚み145mmのS45Cの溶接依頼を受けた事例があります。この案件では、中央の穴径公差(H7)が厳しく、溶接による熱変形を
最小限に抑えつつ、割れを防ぐ必要がありました。そこで、上記で説明した予熱、低温入熱、適切な溶加棒の選定を行い、慎重に溶接作業を実施しまし
た。具体的には、溶接前に母材全体を200℃に予熱し、パルスTIG溶接を用いて低温入熱を心がけました。また、溶加棒はTG-S80AMを使用しまし
た。溶接後2日間かけて検査を行いましたが、割れや変形は見られず、公差も問題なくクリアすることができました。
【まとめ】
S45Cの溶接は、予熱と低温入熱が非常に重要です。これらの工程を適切に行うことで、高品質な溶接が実現できます。厚物S45Cの溶接は、高度な
技術と経験が求められますが、適切な知識と技術があれば、必ず成功させることができます。板金加工・溶接業者として、常に技術向上に努め、お客様
に高品質な製品を提供できるよう、努力してまいります。S45C溶接に関するご質問やご相談がございましたら、お気軽にお問い合わせください。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
SCM440Hに肉盛り溶接事例(ブレージング)
神鋼溶接さんカタログのサイト
https://www.kobelco.co.jp/welding/catalog/

反対面も溶接しています。

https://www.kamimura.co.jp/tp340-t2-0-48/
https://www.kamimura.co.jp/titanium-nabe/
https://www.kamimura.co.jp/a2017-03/
https://www.kamimura.co.jp/chk-1-6/
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント