
【事例紹介】高圧漏れ試験もクリア!STPG370-S配管溶接の技術と実績
ものづくりだより262号
おはようございます。溶接管理技術者の上村昌也です。
【はじめに】
- この記事では、STPG370-Sを使用した配管溶接の技術について、実際の製作事例を交えながら詳しく解説します。高品質な配管製作に不可欠な
材料選定、溶接技術、そして厳しい漏れ試験の全工程をご紹介。BtoB、BtoCのお客様で、板金加工や溶接業者をお探しの方、高品質な配管製作を
ご希望の方は、ぜひ参考にしてください。
【使用材料と工法】
- 今回の製作で使用した材料は、STPG370-S、エルボ、カップリング、ステンレス304シームレス管、スウェジーロック継手です。これらの材料を
選定し、高品質な配管を製作するために、以下の工法を採用しました。- STPG370-Sの溶接配管は、定盤上で加工を行い、作業性を高めました。一部、現合加工が必要な箇所は、慎重に寸法を測定しながら加工しまし
た。 - ステンレス配管は、ハンドベンダーを使用して、現合加工で寸法を合わせながら曲げ加工を行いました。
- 制御盤への組み付けは、塗装を傷つけないように、細心の注意を払って行いました。
- STPG370-Sの溶接配管は、定盤上で加工を行い、作業性を高めました。一部、現合加工が必要な箇所は、慎重に寸法を測定しながら加工しまし
【溶接パラメーター】
高品質な溶接を行うために、以下の溶接パラメーターを設定しました。
-
- 「電源装置:Panasonic YC-300BP4 直流」
- 「溶接電流:135A」
- 「溶加棒:TG-S50 φ2.0」
- 「電極:レアアースタングステン」
- 「シールドガス:Ar」
【漏れ試験と品質管理】
- お客様のご要望である2.9Mpaの漏れ試験をクリアするために、以下の手順で試験を実施しました。
- 溶接後、窒素ガスを使用して2.9Mpaまで加圧し、30分間保持しました。
- 各接合部にスヌープ(石鹸水)を塗布し、泡の発生がないか確認しました。
- ネジ締結部からの漏れが発生した場合は、増し締めやシールテープの交換を行い、再度試験を実施しました。
- すべての試験をクリアし、お客様の要求品質を満たすことができました。
【まとめ】
- 今回の製作では、STPG370-Sを使用した配管溶接と漏れ試験を行い、高品質な製品をお客様にお届けすることができました。初めてのお客様でしたが、綿密な打ち合わせと丁寧な作業により、最終的に検査に合格し、お客様にも大変ご満足いただけました。今後も、お客様のニーズに合わせた高品質な製品を提供するために、技術力の向上に努めてまいります。
※スヌープはスウェジーロックの商標です。
株式会社上村製作所
[電話番号]075-982-2931
[お問合せはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
下記のサイトで詳しくサイズを紹介されています。
圧力配管用炭素鋼鋼管(STPG 370、STPG 410) JIS G 3454

SGP65A配管溶接事例

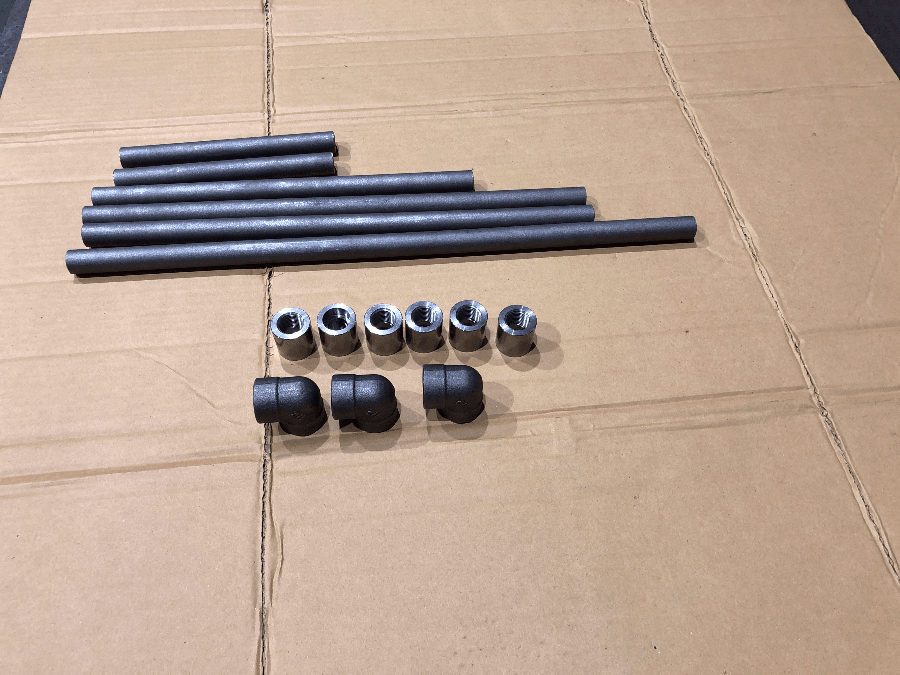
配管材料の一部
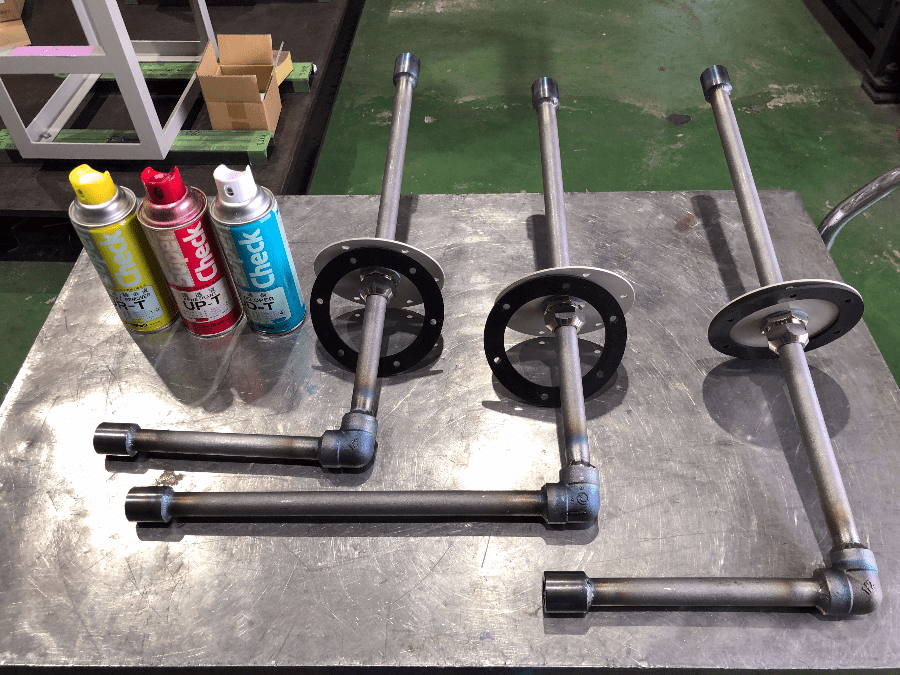
溶接品をPTにて漏れ確認を実施します。
まずは各溶接接合部に洗浄後浸透液を塗布
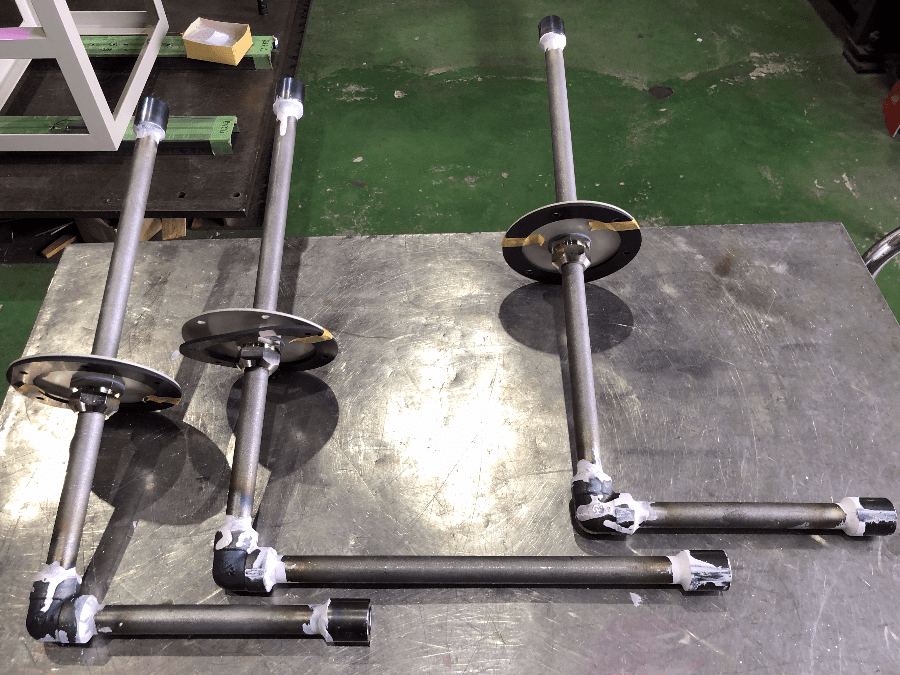
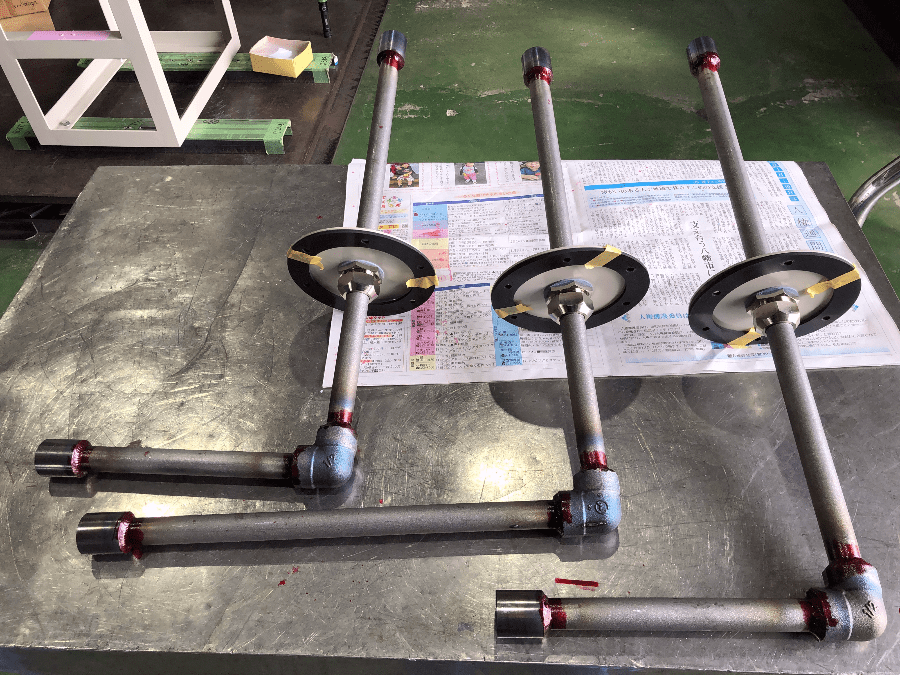
浸透液を塗布後10分程度後、清浄除去材にて浸透液を除去、現像液を吹きかけます。 待つことさらに10分程度にて赤い反応がなければ合格です。
#アルミ溶接 #修理 #アルミフレーム溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント