
【溶接歪み解消】コストダウンと品質向上を実現する特型曲げ加工
おはようございます。溶接管理技術者の上村昌也です。
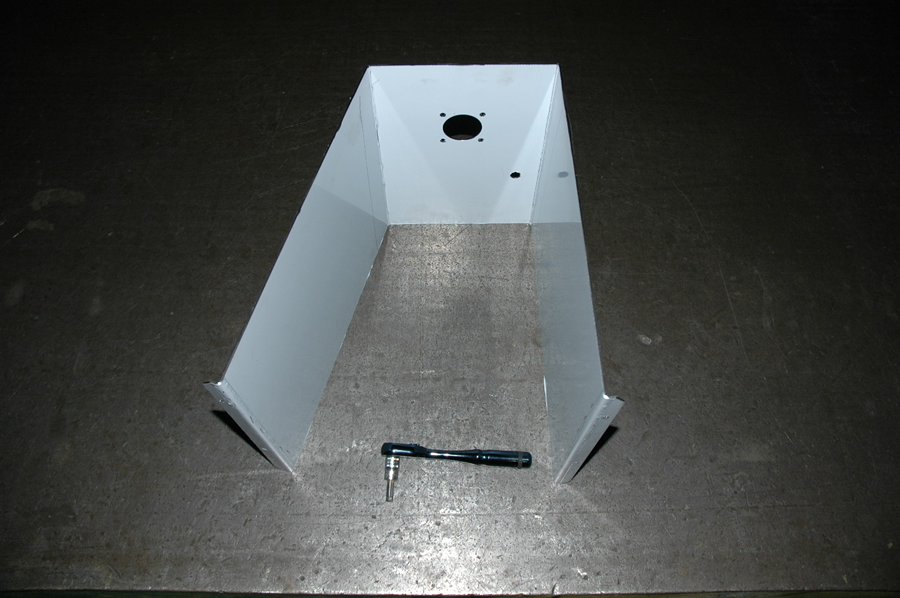
今回は、SUS304 2B T=2.0mmの容器製作事例をご紹介します。溶接工程を減らし、
歪みを低減するために、ベンダーによる特型曲げと溶接を組み合わせた構造を採用しました。
【製作情報】
* 材料:SUS304 2B T=2.0mm
* 容器サイズ:W=450 D=210 H=415
* 製作方法:ベンダーによる特型曲げ+溶接
【製作のポイント】 * 通常の標準金型では、曲げられる形状に限界がありますが、特型金型を
使用することで、より複雑な形状を実現しました。
* 曲げ加工と溶接を組み合わせることで、溶接箇所を減らし、溶接による歪みを低減しました。
* 特型金型を使用することで、より精度の高い曲げ加工が可能になり、製品全体の品質向上に
繋がりました。
【効果】
* 溶接工程の削減によるコストダウン
* 溶接歪みの低減による品質向上
* 特型金型による高精度な曲げ加工
【まとめ】
溶接箇所を減らすことで、コストダウンや品質向上に繋がる場合があります。お客様の製品に合わせて、最適な製作方法をご提案いたします。
通常の標準金型ではこのように、ここまでしか曲がりませんが
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
標準金型ではここまでが限界です。
深曲げの金型を使うとこのようにちゃんと曲がります。
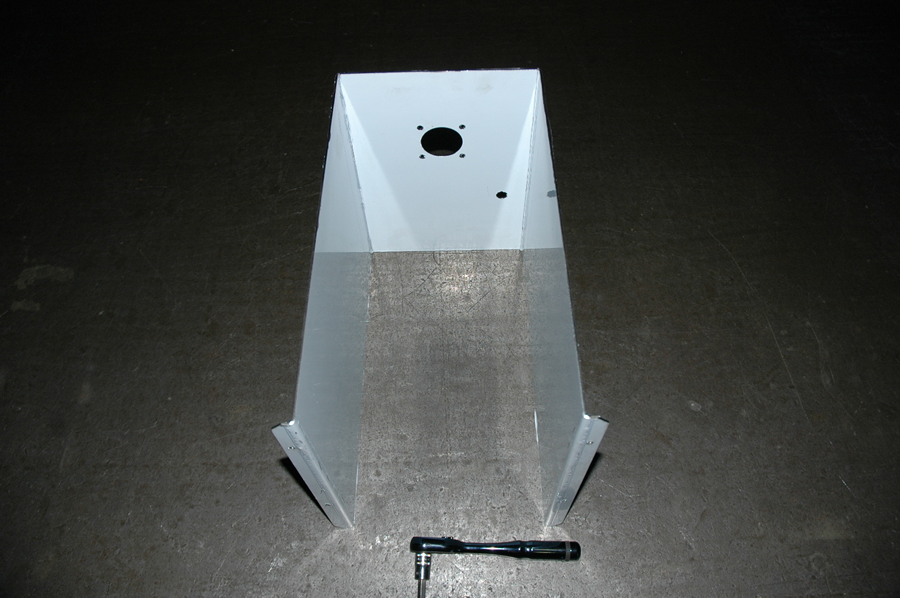
深曲げ用の特型を使うことによりここまで直角に曲げることが出来ます。
溶接で接合すれば手っ取り早く手間もかかりませんが
溶接後の変形を考えると一手間かけた方が、出来栄えもよく
製品価値が上がります。
ぜひこの様な形状でお困りでしたら、一度ご連絡ください。

深曲げ容器

◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント