
【薄板溶接の救世主】パルス溶接で歪みを防ぐ!プロが教える3つのコツ
ものづくりだより324号
おはようございます。溶接管理技術者の上村昌也です。
今回は、薄板ステンレス溶接におけるパルス溶接のコツについて解説します。
パルス溶接を活用することで、薄板溶接特有の歪みを最小限に抑え、
高品質な仕上がりを実現できます。
【パルス溶接とは?】 パルス溶接とは、溶接電流をパルス状に変化させる溶接方法です。
これにより、溶融プールの温度をコントロールし、薄板溶接における溶け落ちや歪みを
防ぐことができます。
【薄板溶接におけるパルス溶接のメリット】
* 歪みの抑制:溶融プールの温度コントロールにより、材料の熱影響部を最小限に抑え、
歪みを抑制します。
* 溶け落ちの防止:パルス電流により、溶融プールが冷却されるため、溶け落ちを防ぎます。
* 美しい仕上がり:安定したアークにより、美しい溶接ビードが得られます。
【パルス溶接のコツ】
1. 【適切なパルス条件の設定】:パルス電流、パルス周波数、パルス幅を適切に設定することで、
最適な溶融プールを形成します。
2. 【溶接速度の調整】:溶融プールの状態を確認しながら、適切な溶接速度を維持します。
3. 【母材の清浄化】:溶接前に母材の酸化被膜や油分などを除去することで、安定したアークを
確保します。
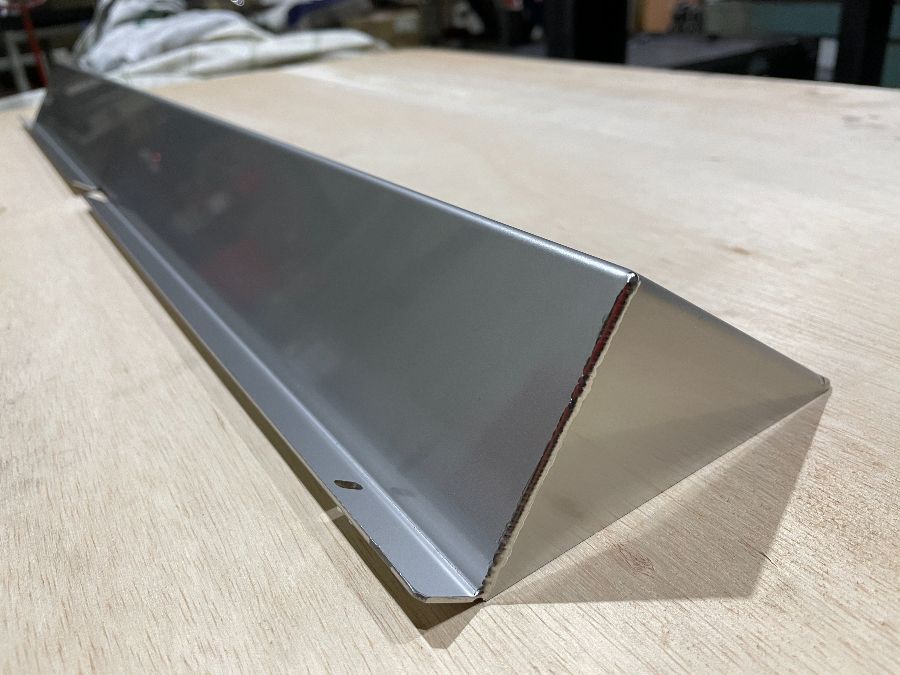
【今回の溶接事例】
* 材料:ステンレス鋼 長さ550mm 板厚1.2mm 高さ85mm
* 溶接方法:TIG溶接 パルス溶接
* 溶接条件:
* 溶接電流:5A
* パルス電流:135A
* パルス周波数:3.5Hz
* パルス幅:45%
* シールドガス:Ar
【まとめ】 パルス溶接は、薄板ステンレス溶接において非常に有効な溶接方法です。
適切なパルス条件を設定し、溶接技術を磨くことで、高品質な溶接を実現できます。
上村製作所では、薄板ステンレス溶接をはじめとする様々な精密板金加工に対応しております。
溶接に関するご相談も承っておりますので、お気軽にお問い合わせください。
ダイヘンさんのサイトで
『パルス溶接の利点や得手不得手について』紹介されています。

関連記事

株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント