
【完全版】ステンレス溶接のテンパーカラーとは?原因から対策、品質管理まで徹底解説
ものづくりだより77号
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。
ステンレス溶接におけるテンパーカラーは、見た目の美しさを損なうだけでなく、製品の品質を大きく左右する要因です。特に、BtoBやBtoCで板金加工や溶接業者を探している方にとって、テンパーカラー対策は重要な関心事でしょう。この記事では、ステンレス溶接のプロである上村昌也が、テンパーカラーの基礎知識から具体的な対策、品質管理の重要性までを分かりやすく解説します。
- テンパーカラーとは?
- TIG溶接で発生する溶接痕の色合いであり、電流値やシールドガスのバランスが崩れると黒色の痕となり、耐食性を低下させます。ステンレス鋼の耐食性は、テンパーカラーの度合いによって大きく左右されるため、適切な対策が不可欠です。
- テンパーカラーの発生原因
- 溶接時の熱影響による酸化被膜の生成が主な原因であり、酸化被膜の厚さによって色合いが変化します。
- テンパーカラーがもたらす影響
- 耐食性の低下、外観の悪化、品質の低下など、製品寿命や信頼性を損なう可能性があります。
- テンパーカラーの対策
- 適切な溶接条件の設定、パルス溶接の活用、溶接後の適切な処理が重要です。これらの対策を講じることで、美しい仕上がりと高品質を両立できます。
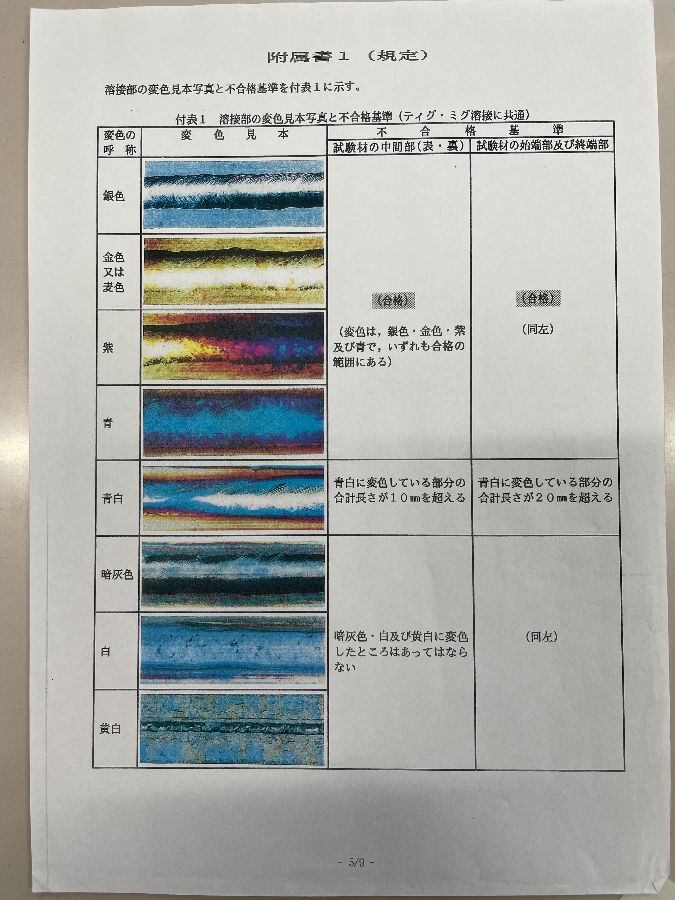
- テンパーカラーの判定基準
- オートバイのマフラーを例に、テンパーカラーの色合いによる品質評価基準を解説します。ステンレス溶接においても、色合いは品質を評価する重要な指標となります。例はチタンの場合

- オートバイのマフラーを例に、テンパーカラーの色合いによる品質評価基準を解説します。ステンレス溶接においても、色合いは品質を評価する重要な指標となります。例はチタンの場合
- 高品質なステンレス溶接は上村製作所へ
- 上村製作所では、長年の経験と確かな技術で、高品質な精密板金加工を提供しています。ステンレス溶接におけるテンパーカラー対策にも力を入れており、お客様の製品寿命を最大限に伸ばすためのサポートをいたします。ステンレス溶接に関するお困りごとやご相談がございましたら、お気軽にお問い合わせください。
【まとめ】
ステンレス溶接のテンパーカラー対策は、製品の品質と寿命を大きく左右する重要な要素です。適切な対策を講じることで、高品質な製品を提供し、顧客満足度を高めることができます。上村製作所は、テンパーカラー対策をはじめとする高品質なステンレス溶接技術で、お客様のビジネスをサポートします。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
![]()
日鉄溶接工業さんのホームページ
https://www.weld.nipponsteel.com/techinfo/weldqa/detail.php?id=27TQYD2
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント