
【アルミ溶接】欠陥対策のプロが解説!ピット・ブローホール・クラック・歪みを解決
ものづくりだより20号
おはようございます。溶接管理技術者の上村昌也です。
アルミ溶接に関するお問い合わせで、特に多いのが以下の3点です。
* 溶接欠陥(ピット、ブローホール)
* アルミ板曲げ加工時のクラック
* 溶接変形(歪み)
これらの問題について、弊社の対策をご紹介します。
【溶接欠陥】(ピット、ブローホール)
* 工場内のクリーン度、溶加棒の管理状態、溶接接合部の前処理を徹底することで、
ほとんどの溶接欠陥は防げます。
* 特にブローホール対策は重要で、以下の工程を実施しています。
* 接合部をSUSワイヤーブラシで酸化皮膜を除去
* 接合部をアセトンで洗浄
* 溶加棒を適切な状態で保管
* 清潔な手袋で作業
* アルミ専用ブースを設置
* 水素が混入しにくいガスホースを使用
* JISアルミニウムハンドブックに記載されている防止策も参考に、常に技術向上に努めています。
【アルミ板曲げ加工時のクラック】
* V曲げの場合、材料の板厚に対して適切なパンチRとダイ幅を選定します。
* 材料のロール目に対して垂直に曲げるのが基本です。
* A1050、A1100、A5052、A5083などは比較的曲げやすい材料です。
* A2017、A2024、A6061などは曲げにくい材料ですが、対策を講じることで対応可能です。
【溶接変形(歪み)】
* 溶接前に逆歪やジグなどで製品を拘束します。
* 小さな歪みはプレスで矯正可能ですが、大きな歪みはジグでの拘束が必要です。
* ハンマリングや火炎矯正は、外観が重要な製品には不向きです。
【予熱と層間温度】
* 厚板溶接では予熱が必要ですが、JISハンドブックでは推奨されていません。やむを得ず行う場合は
250℃以下とし、予備試験で確認が必要です。
* 層間温度は継手強度低下の恐れがあるため、常温近くまで下げるのが原則ですが、厚板の場合は
250℃を目安にすることもあります。
【現在の弊社のアルミ溶接技術 】
* 3年前の記事から更に技術が向上し、様々なアルミ溶接のニーズに対応できるようになりました。
弊社では、これらの対策を徹底し、高品質なアルミ溶接を提供しています。アルミ溶接に関する
ご相談は、お気軽にお問い合わせください。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
軽金属溶接協会のホームページ
http://www-it.jwes.or.jp/qa/details.jsp?pg_no=0020030140
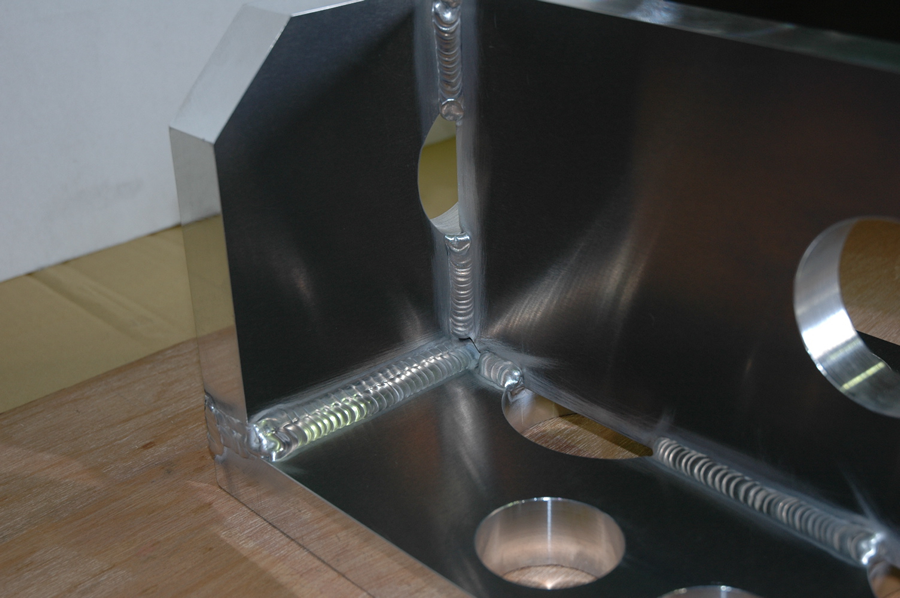
高度な技術と徹底した品質管理が生み出す、美しい溶接面。アルミ溶接のプロとしての誇りが、この仕上がりに表れています。
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント