
【検証】ジュラルミン溶接 – ヘリウム混合ガスの威力に驚愕!
ものづくりだより400号
おはようございます。溶接管理技術者の上村昌也です。
先日、ジュラルミン(A2017)の溶接を行った際、ヘリウム混合ガスの威力を改めて
実感しましたので、ご報告させていただきます。
材料と溶接条件は以下の通りです。
【材料】A2017(ジュラルミン) W550×380×30
【工法】TIG溶接
【溶接パラメータ】
-
溶接機1: Panasonic YC-500WX4 AC
- 溶接電流: 350A
- パルス電流: NA
- パルス周波数: NA
- パルス幅: NA
- 交流周波数: 100Hz前後
- 溶加棒: A2319BY 3.2mm
- 電極: 純タングステン
- シールドガス: Ar
- 予熱: 200℃
-
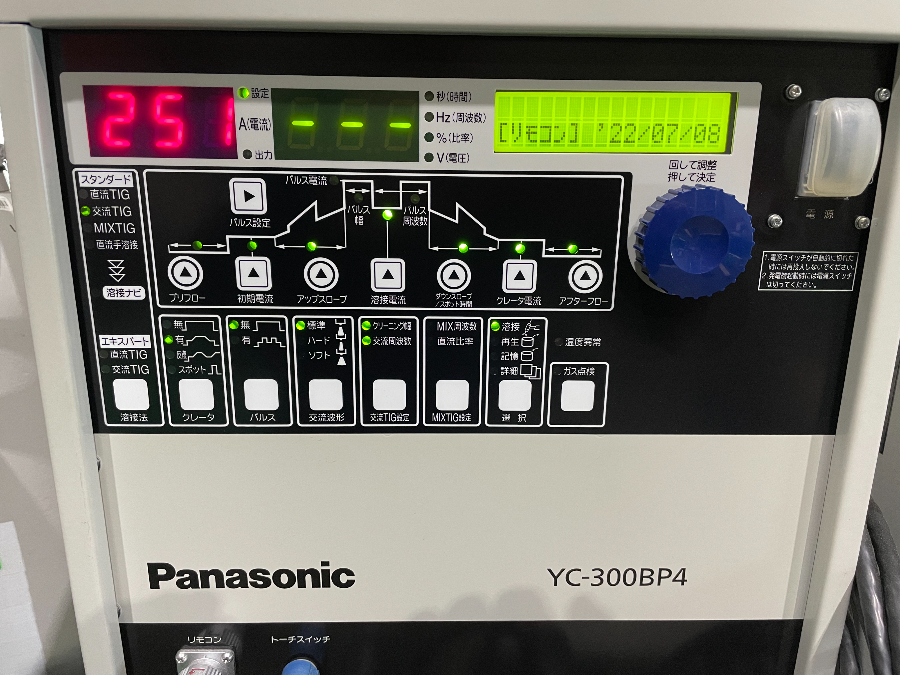
溶接機2: Panasonic YC-300BP4 AC
- 溶接電流: 250A
- パルス電流: NA
- パルス周波数: NA
- パルス幅: NA
- 交流周波数: 200Hz
- 溶加棒: A2319BY 3.2mm
- 電極: 純タングステン
- シールドガス: Ar+He(80%)
- 予熱: 200℃
上記パラメータをご覧いただければ一目瞭然ですが、ヘリウムのパワーは本当に凄いです。
当初、純アルゴンで500A機で300Aくらいの電流で溶けると思っていたのですが、
全く反応がありませんでした。 そのため、BP4-300Aに変更しました。
これは単なるインバータ機とデジタル機の違いではありません。 細かい制御ができるのが
デジタル機の特長ですが、インバータ機もまだまだ使えます。
本来なら500A機で溶接が可能と考えるのですが、純アルゴンではここまでパワーが
ないことが分かりました。
なぜアルゴンではパワーがなく、ヘリウムの方がパワーがあるのかは、以前サイトでご紹介
していますので、そちらをご参照ください。
ヘリウム入りのガスはかなりコスト高ですが、それなりの価値は十分あると考えます。 最近めっきり500A機で溶接する機会が減りました。
参考
溶接学会論文 https://www.jstage.jst.go.jp/article/qjjws/31/1/31_80/_pdf
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp


◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント